
Liebe Stummis,
so, ich habe fertig. Sieht wirklich klasse aus. Gesamtlänge inklusive der 12 m Gleisjoche am Ende der Kreuzung 1:7 und der EKW 1:7 ist 95 cm. Alle Bilder lassen sich vergrößern. Das Panorama ist nicht so toll, da der Abstand zu gering ist, aber ich wollte das einfach mal testen.
Bilder sagen mehr als 1000 Worte....
Viele Grüße
Wolfgang


 Stummis Modellbahnforum
Stummis Modellbahnforumwww.stummiforum.de
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #151 von
kpev
, 08.02.2022 14:24
#151 von
kpev
, 08.02.2022 14:24
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital

RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #152 von
kpev
, 08.02.2022 14:41
#152 von
kpev
, 08.02.2022 14:41
Liebe Stummis,
noch zwei Hochkantbilder. Ich habe noch Weichen 1:7 mit kurzen Herzstücken geordert, die demnächst kommen sollten und dann werde ich hier noch die Weichen an die "Einfache Gleiseverbindung" anschließen, bzw. die Kombinationen mit K 1:7 und EKW 1:7, denn die gehen ja alle.
Und als nächstes würde ich dann die "Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke" vorstellen. Auch ein schönes Teil mit Schwellen über 5 und 3 Schienen im Wechsel. Muss ich aber noch fertig zeichnen und drucken lassen.
Viele Grüße
Wolfgang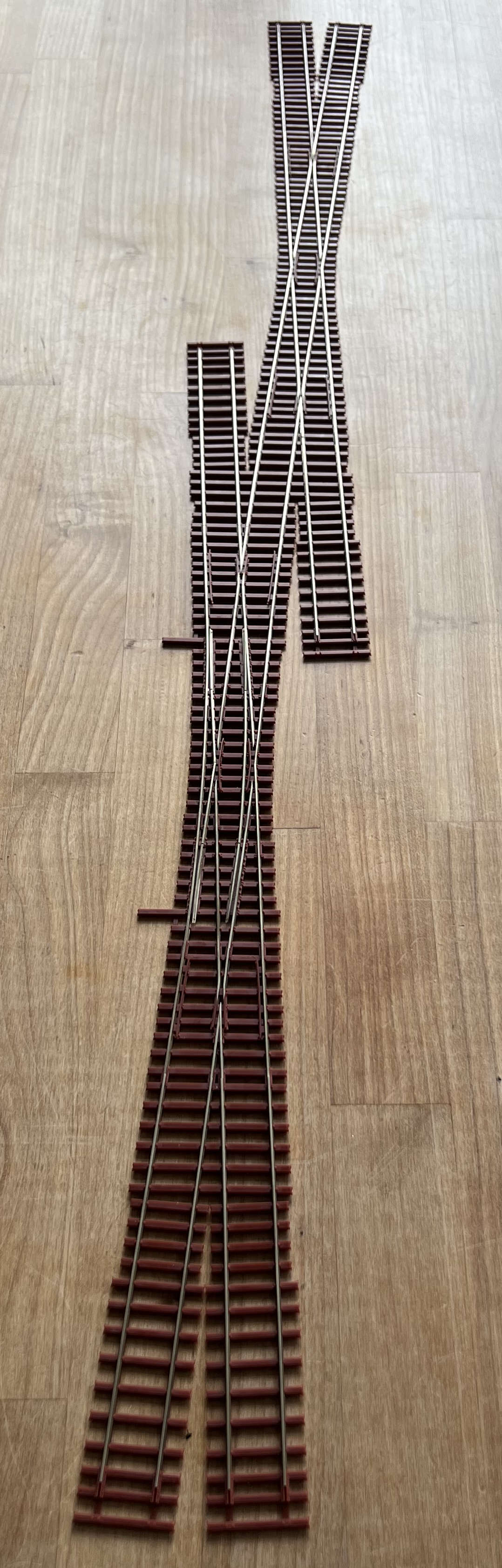

Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 09.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #153 von
kpev
, 10.02.2022 10:21
#153 von
kpev
, 10.02.2022 10:21
Liebe Stummis,
heute sind meine Weichen mit kurzem Herzstück eingetrudelt und noch ein paar neue Fräshalter, damit ich die Weichenprofile schneller fräsen kann. So sieht es im Planungsbogen aus. Der Gleiswechsel 1:7 ist insgesamt 57 cm lang. Nicht mehr ganz so imposant, wie EKW 1:7 und K 1:7 angeschlossen.
Und aus diesen Teilen ist es dann zusammengesetzt. Das Bildchen lässt sich anklicken und vergrößern. Da ich nun für alle langen Profile der Weichen einen neuen Fräshalter habe, wo alle 4 befrästen langen Schienen fix und fertig rauskommen, sollte das Fräsen deutlich schneller gehen als sonst.
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 10.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #154 von
kpev
, 12.02.2022 11:53
#154 von
kpev
, 12.02.2022 11:53
Liebe Stummis,
heute gibt es wieder eine langweilige Fräsanleitung, denn für die Präzision der Weichen und für das Fahrverhalten ist es einfach unheimlich wichtig, dass die Sachen so präzise wie möglich gefräst sind und dass man die Profile so wenig wie möglich immer wieder neu ein- und ausfädeln muss. Die 3D-gedruckten Plastikteile sind wirklich sehr fein und wenn man da ein bisschen genervt ist, ist ratzfatz ein Kleineisen abgebrochen. Ist natürlich nicht so schlimm, weil alles so klein ist, dass man es nicht sofort sieht. Aber trotzdem, es muss nicht sein und es lässt sich einfach vermeiden.
So sieht er aus der Halter. Noch nicht ganz perfekt, V2 mit besserer Beschriftung und minimalen Anpassungen ist schon beauftragt, aber vom Grundprinzip voll funktional. Man muss ihn genau so auslegen wie im Bild. Wenn man dann links oben "EW 1:7" und "CODE 83" und (hier bei V1) rechts oben das Wort "LINKS" lesen kann, fräst man Teile für die LINKS Weiche 1:7. Das Wort RECHTS steht dann auf dem Kopf. Braucht nicht jeder, solche Hinweise, aber ich habe schon oft Fräsungen auf der falschen Seite gemacht, zumal sich hier die Profile nur um 1,3 mm in der Länge unterscheiden ist das gar nicht so einfach, die zu unterscheiden. Die Beschriftungen sparen zumindest bei mir Frust. Alle Bilder lassen sich auf 4032 Pixel Breite vergrößern. Dann kann man die Beschriftungen in den Fräshaltern erkennen. Man sieht das in der realen Benutzung aber sehr gut, gerade wenn man es ein wenig im Licht dreht.
Die Zungenfräsung vorne ist bei diesem und dem folgenden Profil schon gemacht und in Post 45 beschrieben, die anliegende Außenfräsung mit 1 Grad wurde wieder gerade gebogen und diese gerade Kante zeigt nach außen. Das Profil wird dann mit einem Seitenschneider so gekürzt, dann man möglichst wenig abfräsen muss.
Gleiches macht man mit dem zweiten Profil. Die Zungenfräsung muss hier natürlich auf der anderen Seite liegen. Wenn ihr euch das Bild in groß anschaut, könnt ihr bei den Zungenspitzen vorne LINKS lesen, wir fräsen also Profile für eine LINKS EW 1:7. Wenn man genau hinschaut, sieht man, eine Zungenspitze liegt vorne noch nicht an. Die wird nach dem Zusammenschrauben bis nach vorne an den Anschlag geschoben.
Das ganze schön verschrauben.
Und kontrollieren, ob die Zungenspitze im Sichtfenster am Ende des Fräshalters anschlägt.
Ja, hier habe ich ein wenig zu viel stehen lassen, aber egal. Dauert hat das Abfräsen etwas länger. Nach dem Abfräsen sollte das Profil sauber bündig enden, ohne dass man in den Fräshalter reingefräst hat. Also aufhören, wenn nur noch ein Hauch Profil rauslugt.
Nach getaner Arbeit wird der Fräser in richtiger Z-Höhe über dem Schraubstock geparkt. Der Fräshalter ist 12 mm hoch, der Schraubstockklotz 11,5 mm. Solange man also keine weiße Späne sieht vom Halter, kann man gefahrlos über den Schraubstock fahren ohne den Fräser zu zerstören. Hier lugt fast nichts mehr raus, denn ich nähere mich dem Ende in 0,025 mm Schritten = halbe Skalenteilung beim PROXXON. Man kann das von der Seite wirklich sehr gut sehen, wann man aufhören sollte. Die Klötze sollten also für alle Weichen einer nicht zu großen Anlage reichen.
Gleiches macht man mit dem zweiten Profil. Die Profile werden an der selben Stelle abgelängt, liegen aber 1,3 mm unterschiedlich weit im Fräshalter drin. Gepresst werden sie nur auf den 13 mm direkt an der Frässtelle. Die restliche Führung ist eher locker, damit man auch bei angezogenen Schrauben die Profile in die Endlage schieben kann. Hier habe ich exakt abgeschnitten.
Und fertig.
Aufschrauben, rausnehmen, alle Ende des Schienenfußes mit 500er Schmirgelpapier auf 45 Grad abziehen, damit das sauber eingefädelt werden kann und freuen, wie schnell das jetzt geht. Jetzt muss ich Bremsen wechseln fahren am Auto. Heute abend gibt es die anderen Fotos.
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 12.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #155 von
Viktor
, 12.02.2022 13:43
#155 von
Viktor
, 12.02.2022 13:43
Hallo Wolfgang,
auch wenn ich in meinem Leben nie selbst Schienenprofile fräsen werden (obwohl: sag niemels nie ...) verfolge ich mit großer Faszination Deine Beiträge.
Danke, dass Du Deine Arbeit hier so genau beschreibst!
Lieber Gruß
Viktor
Und hier geht´s zu meinem Italien ...
viewtopic.php?f=15&t=151608#p1719294
- Viktor
- InterRegio (IR)
-
Beiträge: 133 Registriert am: 26.08.2017 Ort: Großraum Nürnberg Spurweite H0 Stromart Digital

RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #156 von
kpev
, 12.02.2022 19:28
#156 von
kpev
, 12.02.2022 19:28
Liebe Stummis,
und hier nun die Fortsetzung der Fräsanleitung für bei beiden außen liegenden Schienen der EW 1:7 mit den Schienenfußausfräsungen für die Zungen. Die Profile werden eingelegt und im Halter liegend einfach abgezwickt. Nur 3 Stellen sind "abzwickbar", die zurückgesetzte Position im Halter muss dort schon passend eingelegt werden. Super praktisch. Und schnell befüllt. Auch hier ist eine Schiene etwas länger als die andere. Man sieht das am rechten Rand des Bildes. Die Halterversion V2 wird es dann ermöglichen, alle vier langen Profile der entsprechenden EW 1:7 LINKS oder RECHTS in einem Aufwasch zu fräsen, was nochmal deutlich praktischer sein sollte. Im Moment geht nur RECHTS auf einmal und LINKS muss ich teilen, weil ich eine Kleinigkeit falsch gemacht hab... Ist nicht so einfach, sich das alles am Computer richtig vorzustellen. Die Praxis ist da unerbittlich. Auch in diesem Beitrag lassen sich alle Bilder auf 4032 Pixel Breite vergrößern.
Wie man anfängt ist letztlich egal. Ich habe zuerst einen Schienenfuß abgefräst. Frästiefe ist hier 0,6 mm. Das Profil liegt leicht schief im Halter, so dass man das Profil wirklich nur im Fußbereich bearbeitet und nicht in den Steg reinfräsen kann..... sofern man nicht mutwillig 1 mm tief fräst. In Halter V2 werden die Frästiefen oben in das Profil eingelassen sein. Dann muss ich nicht jedes mal den Rechner hochfahren und hier nachlesen, wie ich es eigentlich machen muss...
Der Fräshalter hat an der Stelle, wo der Fuß gefräst wird eine 3,5 mm breite Vertiefung. Den 3 mm Fräser bekommt man da sauber positioniert, so dass man in dieser Vertiefung fräst. Das habe ich so schon in Post 70 gezeigt. Dort ist es komplett analog umgesetzt.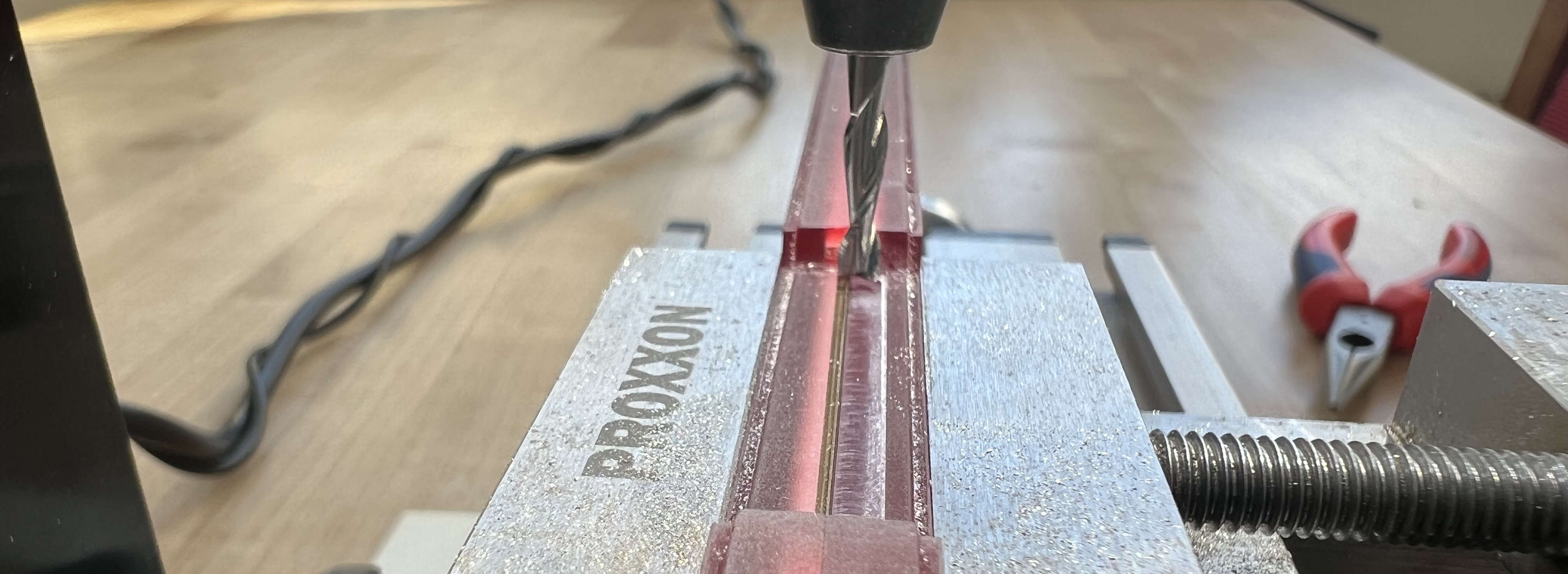
Und so sieht das dann aus, wenn man 0,6 mm in die Tiefe gegangen ist. Der Fuß ist weg. Das Profil von Tillig CODE 83 hat ca. 0,6 mm Schienenfuß auf beiden Seiten und in der Mitte ca. 0,5 mm Steg. Dadurch, dass das Profil ca. 10 Grad gedreht ist, fräst man bei 0,6 mm Tiefe nicht in den Steg bzw. "kratzt" diesen an. Der leicht gerundete Schienenkopf steht dann ca. 0,10 mm über. Das ist genau perfekt für eine optimal anliegende Zunge.
Nun fräst man vorne bündig ab.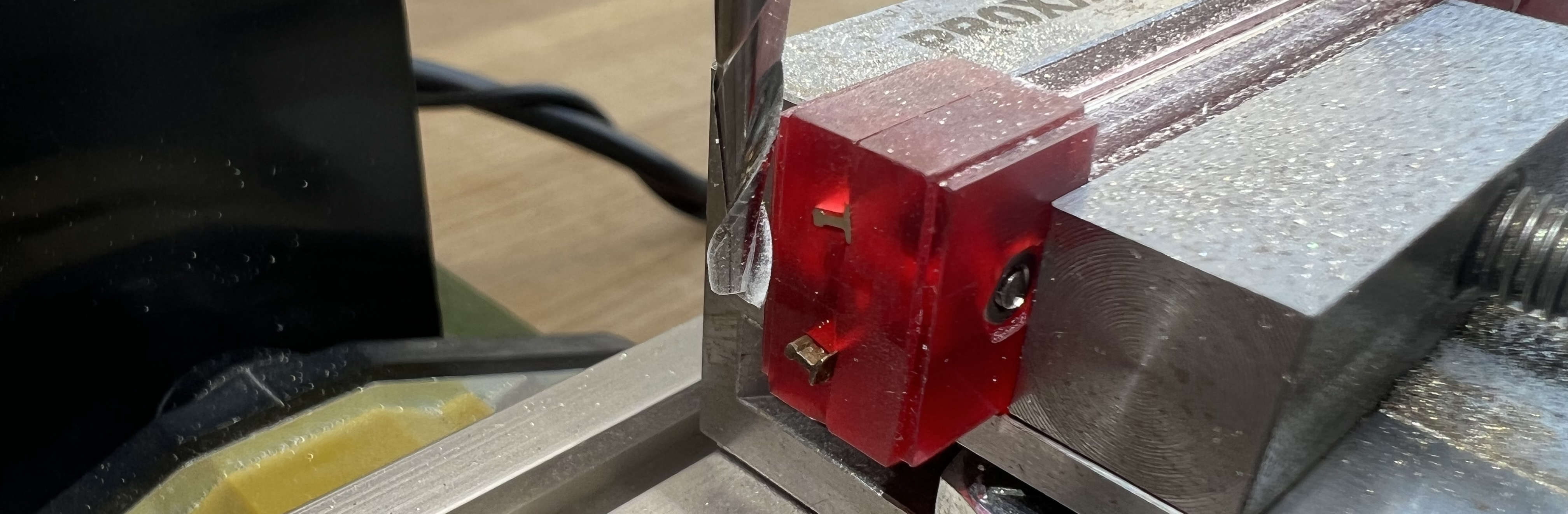
Dann dreht man den Halter um die Z-Achse und fräst hinten bündig ab und das kurze Profil ist damit fertig.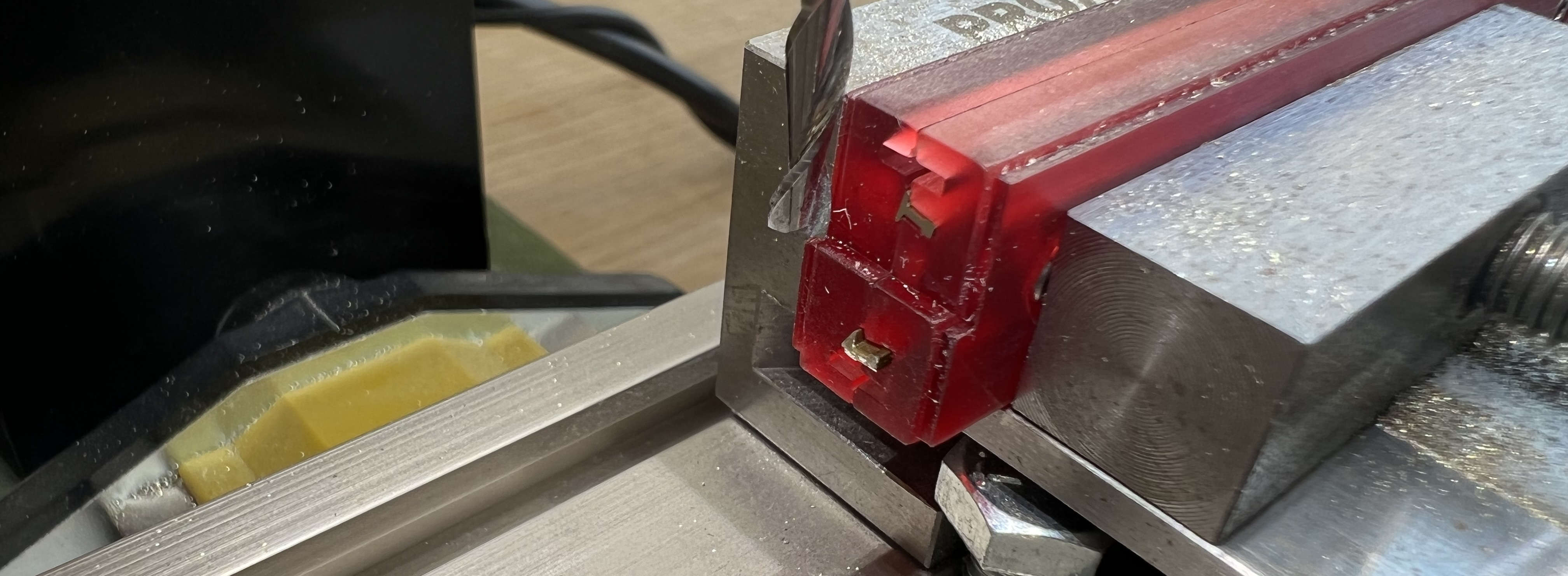
Dann dreht man den Halter nochmal, aber um die X-Achse und fräst hinten nochmal bündig ab und das lange Profil ist damit hinten fertig. Naja, streng genommen kommt man mit dem 3 mm Fräser auch an das untere Profil ran, wenn man weiter runter fährt. Egal. Letztlich ist das ja völlig wurscht, wo man was zuerst abfräst.
Dann dreht man den Halter wieder um die Z-Achse und fräst vorne nochmal bündig ab und das lange Profil ist damit von der Länge her fertig. Das Bild ist schön scharf geworden und man sieht schön die absolut planen Schienenenden.
Und nun noch den zweiten Fuß weg, ebenfalls mit 0,6 mm Gesamttiefe der Fräsung.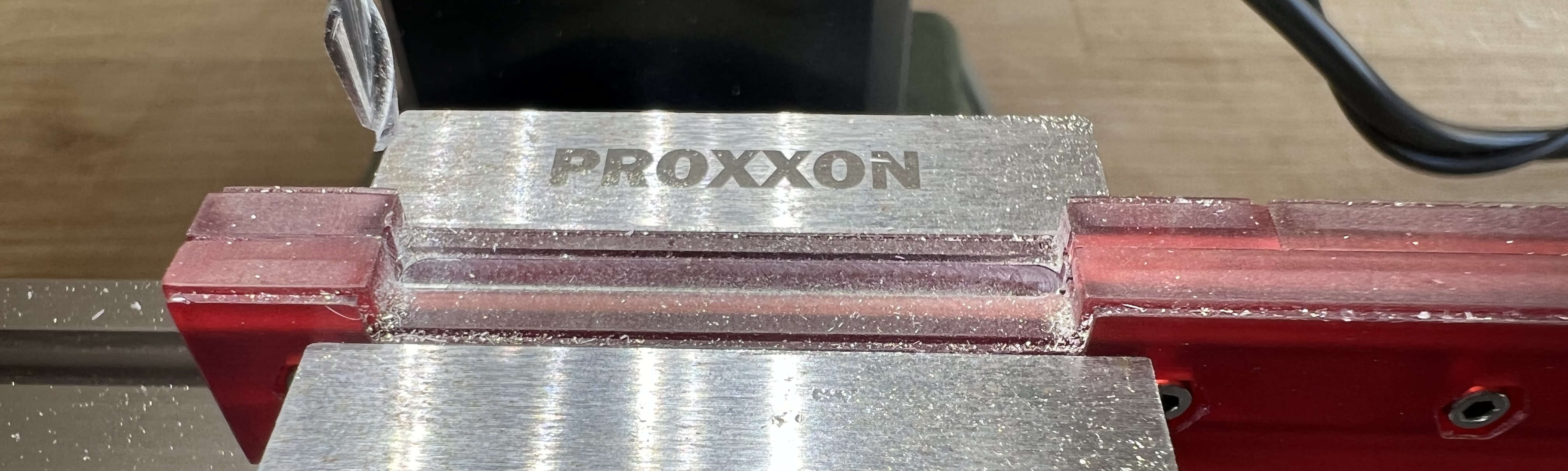
Tadaaaaaaa
Fertig. Passt, wackelt nicht und hat auch keine Luft. Mit dem langen Fräshalter brauche ich ca. 30 Minuten für alle 4 Profile. Das ist echt schnell im Vergleich zu den kleinen Klötzen und dem ständigen Maßnehmen in den 3D-gedruckten Schienenteilen und dem ständigen "Zurechtschmirgeln". Für diejenigen die es interessiert, der Preis für den Halter EW 1:7 lange Schienen (3 große Teile plus 2 kleinere Teile) im 3D Druck lag umgerechnet bei ca. 13-14 Euro, denn ich habe noch zwei weitere Fräshalter auf der 18 Euro Druckplatte untergebracht (Stand 06.02.2022). Zusätzlich habe ich bei meinem Druckdienstleister wieder Schrauben M2x 8 mm für 1 Euro mit dazu bestellt. Und morgen versuche ich schöne Bilder zu machen von dem Gleiswechsel mit den zwei rechten Weichen. Die linke Weiche für die Profile von heute muss ich noch bestellen, denn so wie es aussieht, habe ich ständig rechte Weichen drucken lassen...
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 13.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #157 von
kpev
, 13.02.2022 12:00
#157 von
kpev
, 13.02.2022 12:00
Liebe Stummis,
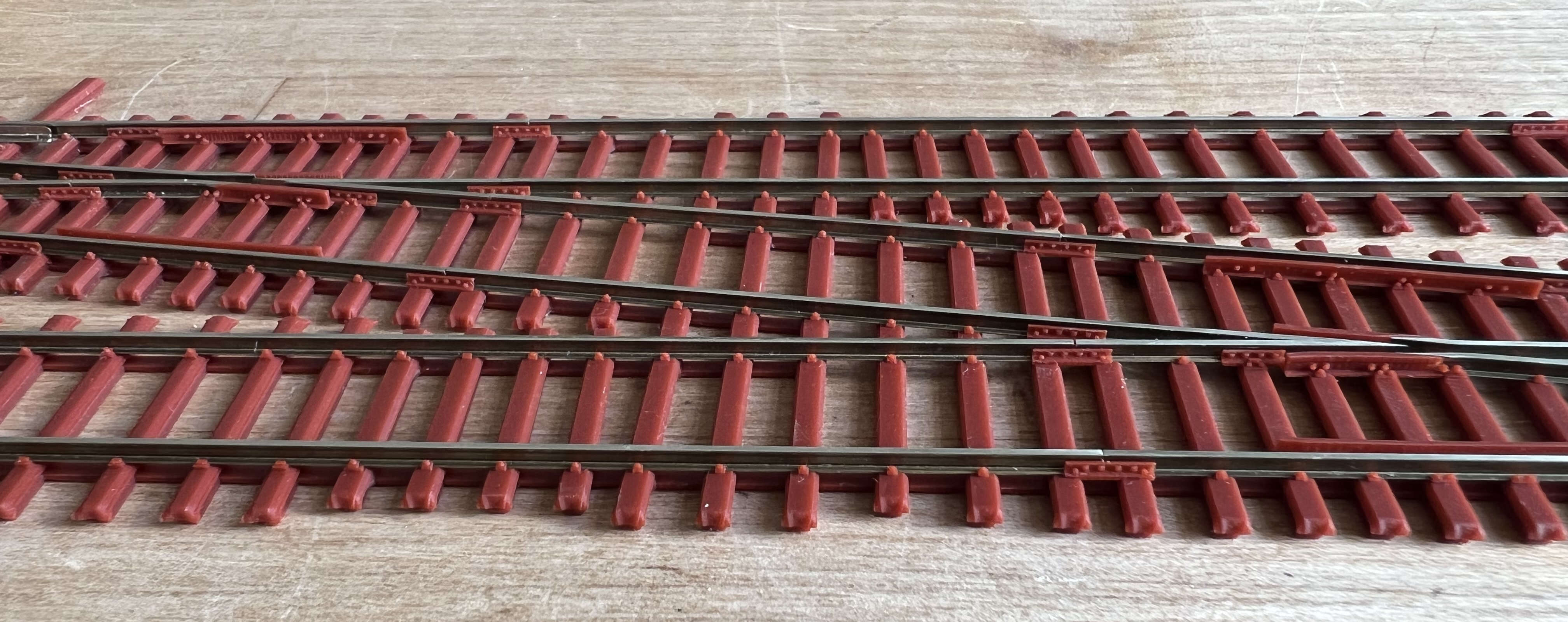
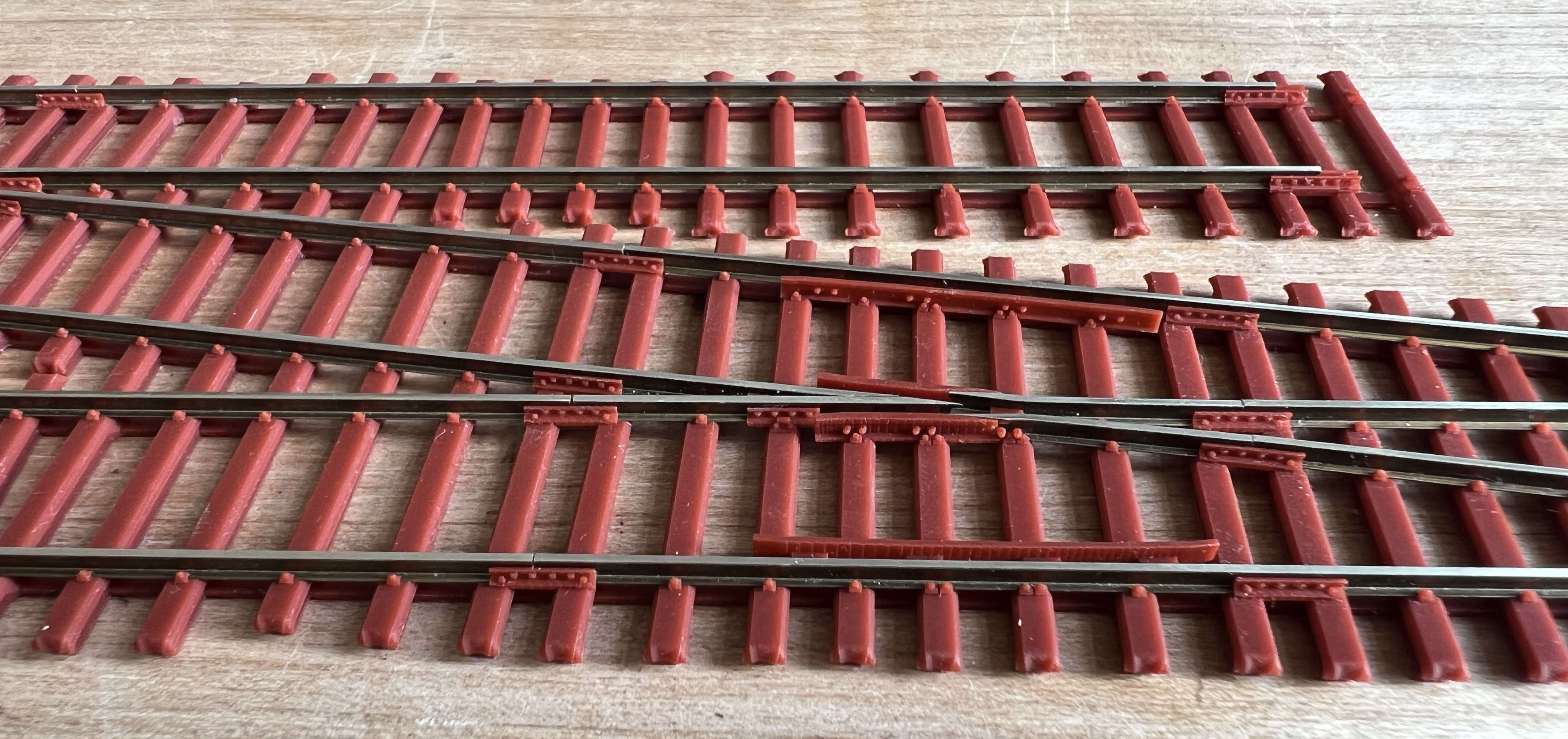
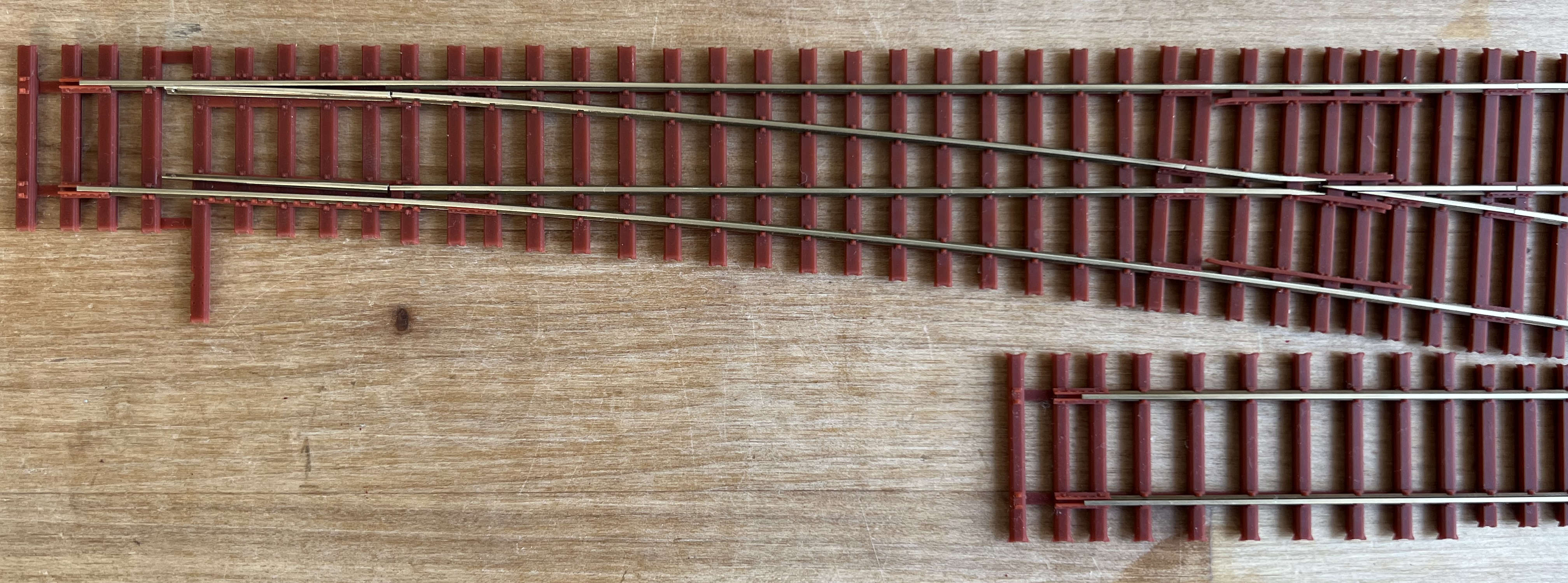
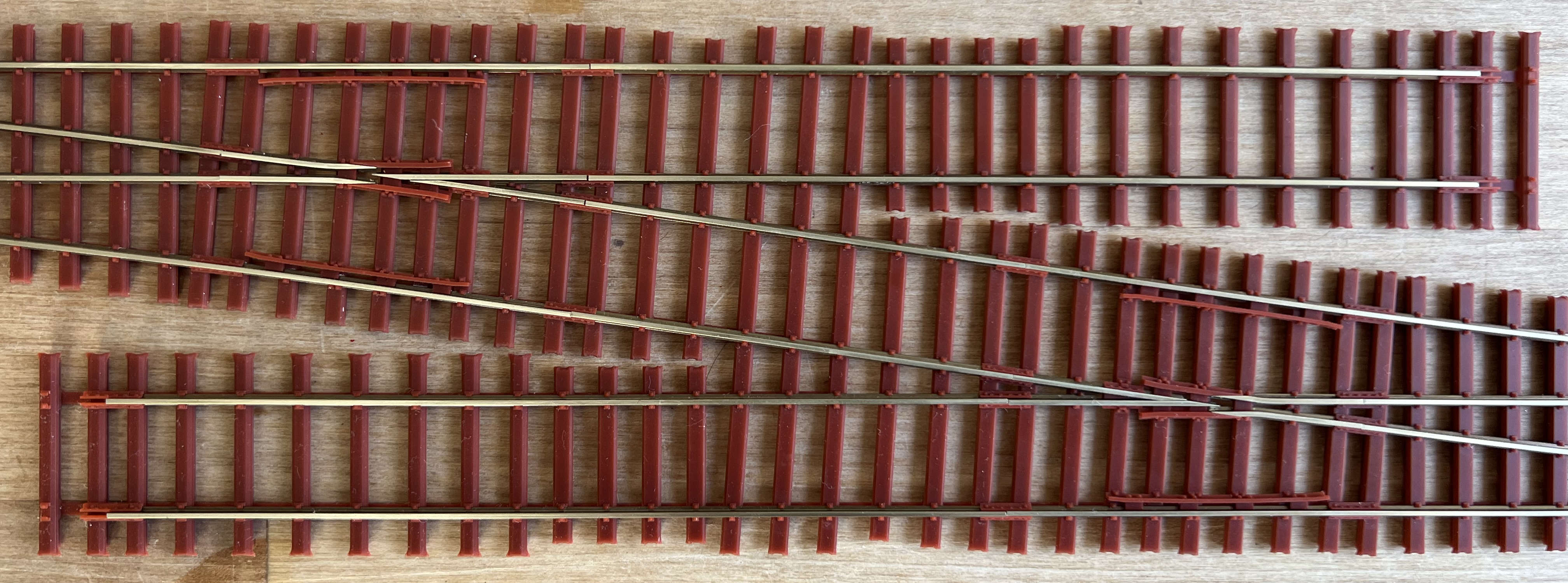
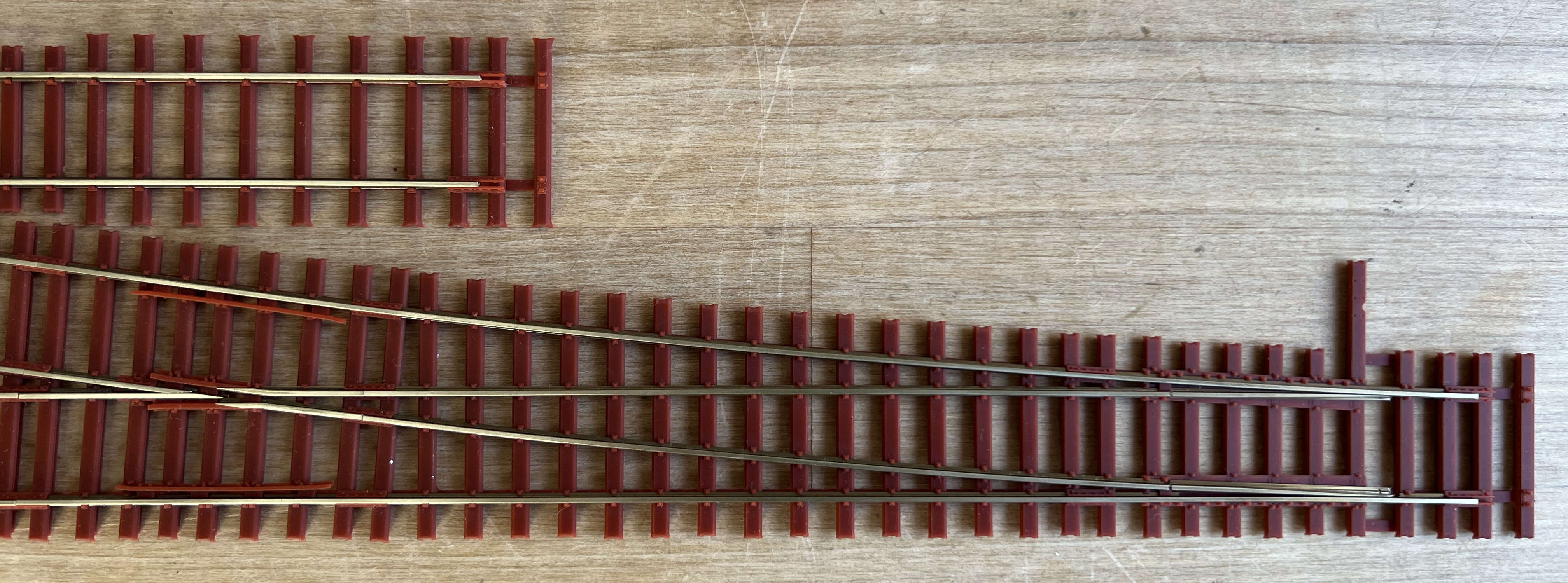
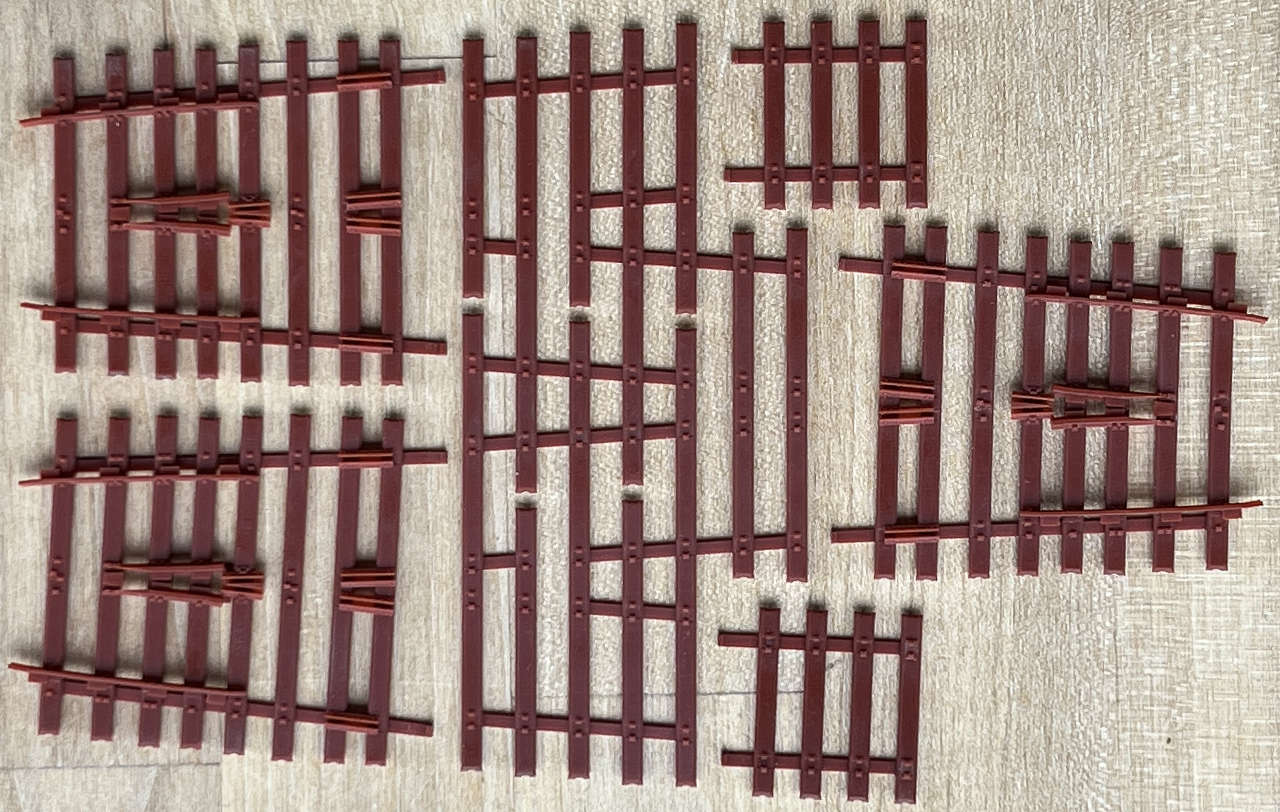
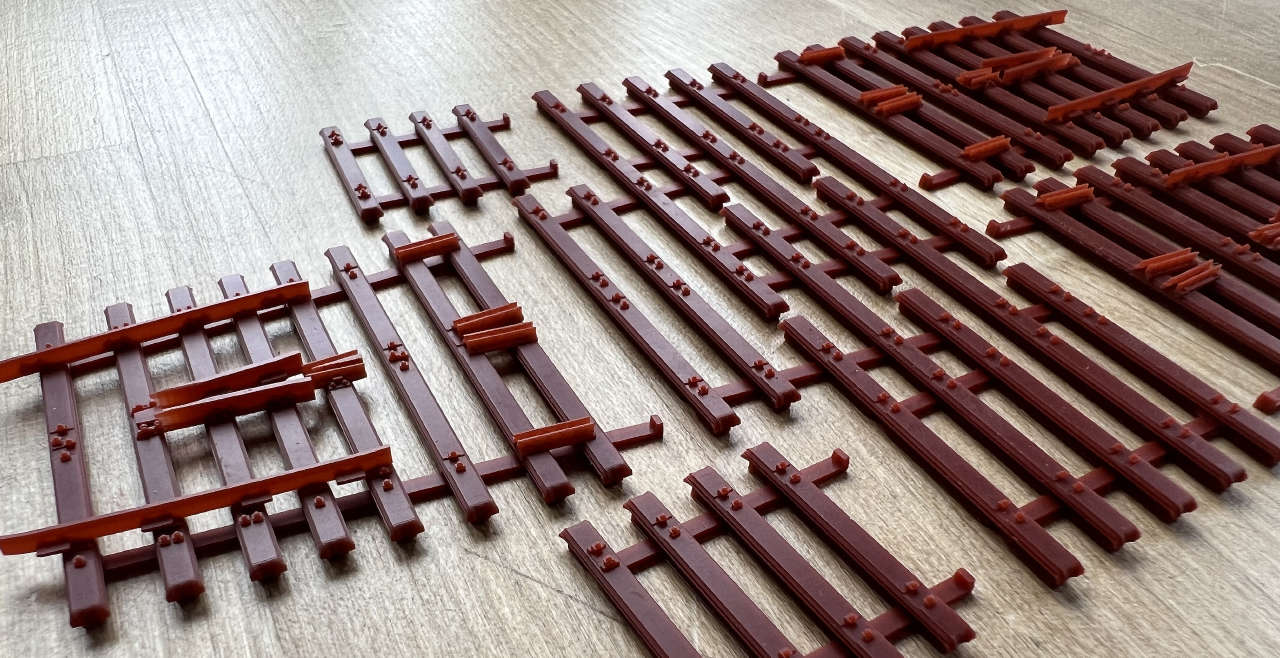
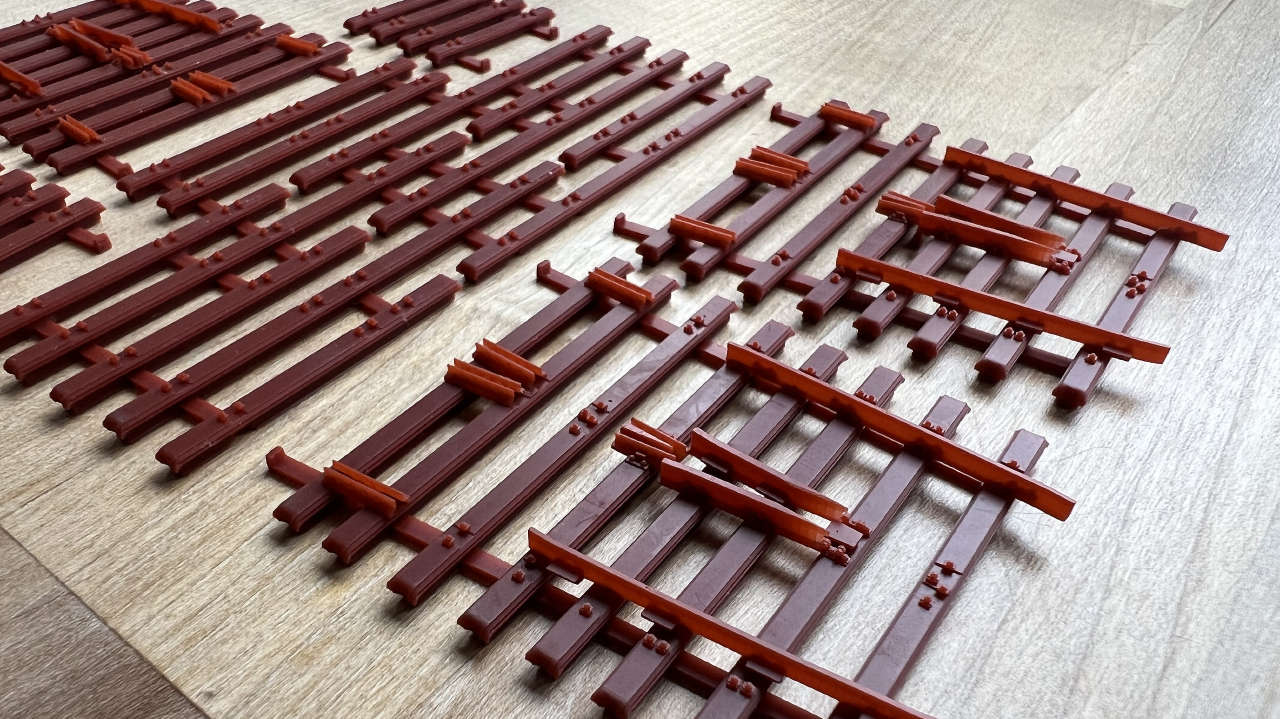
und heute die versprochenen Fotos der einfachen Gleiseverbindung mit zwei EW 1:7 RECHTS. Auch in diesem Beitrag lassen sich alle Bilder auf 4032 Pixel Breite vergrößern.. Der O-Wagen hat die Herzstücke geprüft und beide für gut befunden. Läuft ohne die kleinste Ruckelbewegung drüber. Bin sehr zufrieden mit den Herzstücken. Das Bild ist ausnahmsweise auf der Kommode fotografiert, da ist das Holz schöner und dort muss ich meine Teile lagern, wenn der Esstisch benutzt wird. Und dann noch die Einzelteile mal separat fotografiert. Ansonsten noch ein zwei Übersichtsbilder hochkant. Im Gegenlicht kann man das super fotografieren. Zwar nur ein kleiner Bereich scharf und die Farben sind maximal verfälscht, aber man kann die glänzenden Schienenköpfe so gut erkennen.
Im letzten Bild dann noch einmal die Zungenfräsung in Nahaufnahme von vorne und die Kleineisen im Plattenbereich unter den Zungen. Man sieht auch schön den Knick in meinem gefrästen "Pseudogelenk". Ebenfalls gut zu erkennen die sechs "Lochstanzungen" auf der Stellschwelle für die Befestigung des Weichenbocks und der beleuchteten Weichenlaterne... was mich daran erinnert, dass ich beim Weichenantrieb noch mehr Gas geben muss. Die Zungen sollen ja einzeln bewegt werden und das Hakenweichenschloss optisch simulieren.
Die Teile für die Abzweigung der doppelgleisigen Strecke von einer doppelgleisigen Strecke habe ich gestern bestellt und das ist dann das nächste Projekt für die nächsten Wochen.
Viele Grüße
Wolfgang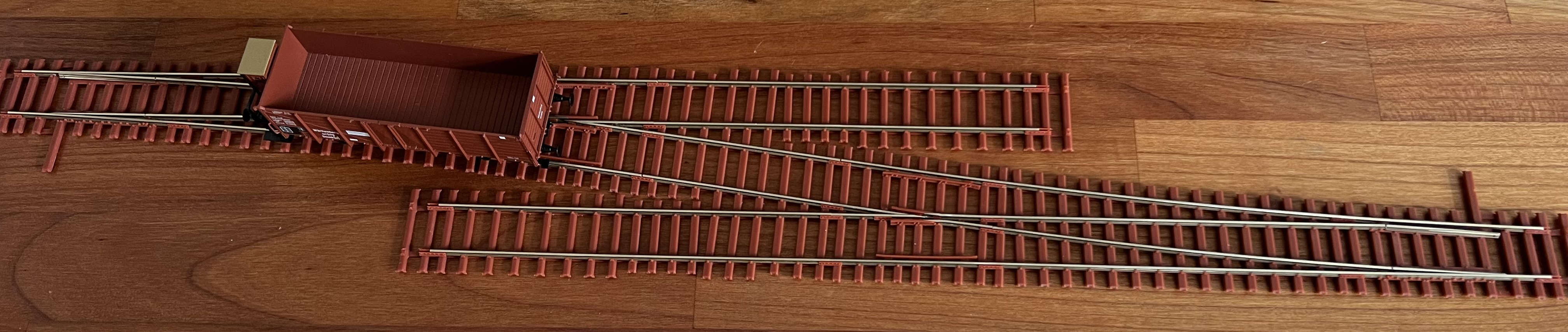




Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 13.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #158 von
fbstr
, 13.02.2022 12:12
#158 von
fbstr
, 13.02.2022 12:12
Hallo Wolfgang,
das ist schon echt der Wahnsinn was Du da machst!
Selbst im Fremo ist man von Deiner Weichen-Baukunst begeistert...
Gruss
Frank
---------------------------------------------------------------------------------------------------------------------
MobaLedLib Wiki
Projekt "Bahnpark Augsburg"
Stummitreff BB: jeden 3. Freitag im Monat im Haus Sommerhof in Sindelfingen
- fbstr
- Metropolitan (MET)
-
Beiträge: 2.515 Registriert am: 28.08.2016 Ort: Stuttgart Gleise Peco Code 75, Trix C Spurweite H0, H0e Steuerung YD7001, MobaLedLib, MirZ21, Lenz LZV100 Stromart DC, Digital

RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #159 von
garti62
, 13.02.2022 12:12
#159 von
garti62
, 13.02.2022 12:12
Hallo Wolfgang,
ganz großes Kino !!!!!
Alleine die Zungen, das setzt wirklich Maßstäbe, Respekt.
Gruß Ulli
erste Versuche: Weichenbau
- garti62
- InterCity (IC)
-
Beiträge: 645 Registriert am: 08.11.2011

RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #160 von
kpev
, 13.02.2022 17:43
#160 von
kpev
, 13.02.2022 17:43
Hallo Frank, hallo Ulli,
danke für euer positives Feedback, was mich zusätzlich motiviert, weiter zu machen. Ich habe so viele Baustellen parallel "offen", und an manchen Stellen geht es nicht so schnell weiter, wie ich will und da ist Motivation immer willkommen.
Ausnahmsweise mal ein Beispiel für einen Fail als Bild: Doppelte Gleiseverbindung. Wie kriege ich da alle Schienen reingeschoben, nicht nur von oben reingelegt. Die Kleineisen sollen genauso bleiben wie überall, außerdem sollen Trennungen der Code 83 Profile immer in der Mitte der gedruckten Schienenverbinder / Schienenlaschen liegen. Auch da gibt es sicher eine Aufteilung wo es geht. Aber es ist mühsam und manchmal frustrierend, bis man es gefunden hat. Keine Ahnung der wievielte Versuch das schon ist.... Ich zeig hier ja nur Sachen die geklappt haben.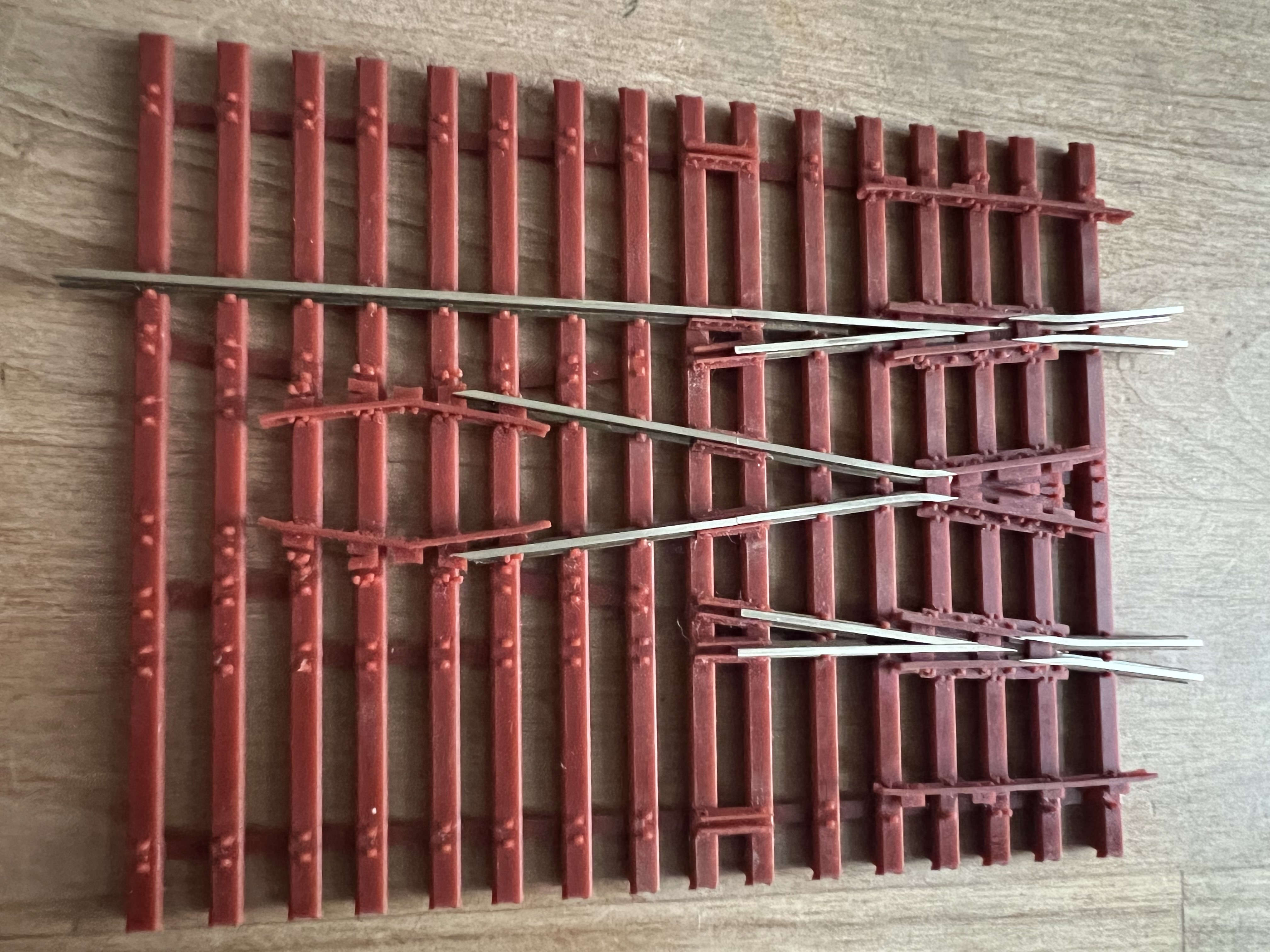
Zitat von fbstr im Beitrag #158
das ist schon echt der Wahnsinn was Du da machst!
Selbst im Fremo ist man von Deiner Weichen-Baukunst begeistert...
im FREMO wird man aber mit 1:7 Weichen wahrscheinlich nichts anfangen können. Da muss ich irgendwann mindestens an die 1:9 Weiche ran. Aber das habe ich ja vor. Wird aber noch dauern.
Zitat von garti62 im Beitrag #159
Alleine die Zungen, das setzt wirklich Maßstäbe, Respekt.
Die Zungen gefallen mir auch sehr. Ich finde sogar, dieses Detail habe ein klein wenig schöner als Weinert gelöst.
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 13.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #161 von
der Wedeler
, 13.02.2022 18:10
#161 von
der Wedeler
, 13.02.2022 18:10
Hallo Wolfgang,
alles gleisbautechnischer und modellbauerischer Wahnsinn! Aber eben wahnsinnig gut. Ich würde mich nicht mit Weinert vergleichen, denn die müssen ein Großserienprodukt verkaufen, Du nicht. In Bezug auf die im Original ebenfalls wesentlich kleineren Kleineisen [sic!] hast Du das schon irre gut gelöst. Ein dickes Lob muss aber auch an den Drucker gehen, der Deine Planung ja schließlich mit dem richtigen Gerät detailgetreu umsetzen muss. Aber der Andy kann das!
Da ich ja eine Kostprobe Deines Schaffens hier in Erndtebrück liegen habe kann ich mich selbst davon überzeugen, dass ich die Details mit der Lupe betrachten muss, um alles zu erkennen. Mit bloßem Auge schaffe ich das nicht mehr! Die Bilder im Beitrag täuschen insofern, weil sie so groß sind, dass alle Details schön zu erkennen sind. In Wirklichkeit ist alles viel viel kleiner!! 
Viele Grüße
Heiko
Mein MoBa-Projekt: Erndtebrück Epoche IV
- der Wedeler
- InterRegioExpress (IRE)
-
Beiträge: 355 Registriert am: 22.08.2019 Ort: Wedel (Holstein) Gleise Weinert Mein Gleis, Roco Line Spurweite H0 Steuerung Rocrail, Fichtelbahn Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #162 von
Frank1969
, 14.02.2022 10:17
#162 von
Frank1969
, 14.02.2022 10:17
Hallo Wolfgang,
da habe ich ja mit meiner letzten Mail genau ins Schwarze getroffen, als ich Dich nach einem Hosenträger für einen Mitstummi fragte!
Zitat von kpev im Beitrag #160
Aber es ist mühsam und manchmal frustrierend, bis man es gefunden hat. Keine Ahnung der wievielte Versuch das schon ist.... Ich zeig hier ja nur Sachen die geklappt haben.
Das Bild sieht so genial aus, das muss doch irgendwie zu schaffen sein! Problematisch ist doch nur, die 4 inneren Profile zerstörungsfrei in die Schienenlaschen zu bekommen. Als erstes fällt mir spontan ein, den Schienenfuß, welcher sowieso durch die Schienenlaschen verdeckt wird, teilweise zu entfernen. So erreicht man etwas mehr Spiel beim Einfädeln, da die Schienenlaschen auch etwas flexibel sind. Aber man muss schon sehr vorsichtig sein. Ich habe eben an einem Muster probiert und wenn man sie etwas zuviel biegt, knackt es leider sofort.
Die Schienenlaschen sind recht stabil. Meine 2. Idee wäre, den Schienenfuß auf Seiten der Einkerbung in der Schwelle komplett bis zum Steg auf Länge der Schienenlaschen zu entfernen, sodass man die 6 mittleren Schienen von oben hineinlegen kann und anschließend die 2 äußeren Geraden durchziehen. Sollten die angefrästen Profile zu locken in der Schienenlaschen sitzen, könnte man sie am Schluß noch mit Sicomet 8400 in der Lasche fixieren. Das Zeug klebt wie…
Viele Grüße
Frank
Die Werrabahn - Bahnhof Grimmenthal:
viewtopic.php?f=15&t=161322&p=1860574#top
- Frank1969
- EuroCity (EC)
-
Beiträge: 1.034 Registriert am: 24.04.2017 Ort: Hamburg Gleise Selbstbau, Roco, Tillig Spurweite H0 Stromart DC, Digital

zuletzt bearbeitet 14.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #163 von
kpev
, 14.02.2022 10:37
#163 von
kpev
, 14.02.2022 10:37
Hallo Frank,
Zitat von Frank1969 im Beitrag #162
da habe ich ja mit meiner letzten Mail genau ins Schwarze getroffen, als ich Dich nach einem Hosenträger für einen Mitstummi fragte!
in der Tat. Deine Mail kam quasi zeitgleich, als ich wieder an dem Punkt war, dass die doppelte Gleiseverbindung, so wie ich sie habe drucken lassen (gefühlt Version V8) sich niemals mit Schienen füllen lässt... Auch für das nächste Projekt, die Abzweigung einer doppelgleisigen Strecke von einer doppelgleisigen Strecke werde ich hier eine Reihenfolge hinterlegen, wie das aufzubauen ist. Je mehr Kreuzungen direkt aneinander anschließen, desto tückischer wird das.
Zitat von Frank1969 im Beitrag #162
Problematisch ist doch nur, die 4 inneren Profile zerstörungsfrei in die Schienenlaschen zu bekommen.
Leider nicht ansatzweise. Die Profile laufen hier im 16,256 Grad Winkel und da ist bereits der Abstand zwischen zwei Schwellen für 6 Schienen nicht ausreichend mit der Methode "Biegen ohne zu Brechen"...
Zitat von kpev im Beitrag #160
Wie kriege ich da alle Schienen reingeschoben, nicht nur von oben reingelegt.Zitat von Frank1969 im Beitrag #162
sodass man die 6 mittleren Schienen von oben hineinlegen kann und anschließend die 2 äußeren Geraden durchziehen.
aber, ich will, will will nicht von oben reinlegen. Das wäre in der Tat trivial, wenn auch mühsam den Schienenfuss überall dort wegzunehmen, wo die Kleineisen sitzen, das stimmt.
Ich lasse das Problem einfach noch ein bisschen reifen, bis ich zur Verzweiflungstat "Von-Oben-Einsetzen" schreite. Ich hab gestern schon wieder eine neue Version zu meinem Druckdienstleister geschickt... Ich brauche ja dieses Teil unbedingt, sonst macht ein preußisches Gleissystem ja keinen Sinn. Fast jeder Kuhglocken-Bahnhof hatte damals so ein Teil. Und eine Doppelweiche. Da habe ich ähnliche Probleme wegen der vielen mitgedruckten Radlenker. Aber auch da gibt es sicher eine Lösung.
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #164 von
Frank1969
, 14.02.2022 11:05
#164 von
Frank1969
, 14.02.2022 11:05
Hallo Wolfgang,
Zitat von kpev im Beitrag #163
Die Profile laufen hier im 16,256 Grad Winkel und da ist bereits der Abstand zwischen zwei Schwellen für 6 Schienen nicht ausreichend mit der Methode "Biegen ohne zu Brechen"...
Das hatte ich mir schon gedacht…
Zitat von kpev im Beitrag #163
aber, ich will, will will nicht von oben reinlegen. Das wäre in der Tat trivial, wenn auch mühsam den Schienenfuss überall dort wegzunehmen, wo die Kleineisen sitzen, das stimmt.
ich meinte, nur auf Länge der Schienenlaschen den Fuß zu entfernen und nicht auch bei den Kleineisen, sodass man das Fehlen des Schienenfusses optisch nicht sieht, da die Lasche es überdeckt. So könnte man wie bisher die Profile einfädeln und am Schluß legt man das fertige Segment mit den Profilenden ohne Fuß in die Schienenlaschen des anderen Segmentes.
Viele Grüße
Frank
Die Werrabahn - Bahnhof Grimmenthal:
viewtopic.php?f=15&t=161322&p=1860574#top
- Frank1969
- EuroCity (EC)
-
Beiträge: 1.034 Registriert am: 24.04.2017 Ort: Hamburg Gleise Selbstbau, Roco, Tillig Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #165 von
kpev
, 14.02.2022 11:30
#165 von
kpev
, 14.02.2022 11:30
Hallo Frank,
Zitat von Frank1969 im Beitrag #164
ich meinte, nur auf Länge der Schienenlaschen den Fuß zu entfernen und nicht auch bei den Kleineisen, sodass man das Fehlen des Schienenfusses optisch nicht sieht, da die Lasche es überdeckt. So könnte man wie bisher die Profile einfädeln und am Schluß legt man das fertige Segment mit den Profilenden ohne Fuß in die Schienenlaschen des anderen Segmentes.
hmm, der Mann hat Recht, auch eine Lösung. Vielen Dank für deinen Einsatz Frank!!!

Ich würde dann die zwei Schienen die alle Laschen tragen mit zwei solchen "Haken"-Verbinder ausstatten und das Teil mit 6 und 8 Schwellen mit "Loch"-Verbindern und dann die beiden großen Teile umgedreht auf dem Tisch liegend von unten mit dem Schienenlaschen-Teil verbinden. Wird dann V10, sofern V9 nicht klappt. V9 ist ja schon im Druck.
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #166 von
Frank1969
, 14.02.2022 11:54
#166 von
Frank1969
, 14.02.2022 11:54
Hallo Wolfgang,
ja, auch ein blindes Huhn findet mal ein Korn
Ich würde die Aufteilung weiter 2teilig lassen, da der Fuß ja nur bei einem der beiden Profilenden in der Schienenlasche abgefräst werden muss.
Freut mich, dass ich dir helfen konnte!
Viele Grüße
Frank
Die Werrabahn - Bahnhof Grimmenthal:
viewtopic.php?f=15&t=161322&p=1860574#top
- Frank1969
- EuroCity (EC)
-
Beiträge: 1.034 Registriert am: 24.04.2017 Ort: Hamburg Gleise Selbstbau, Roco, Tillig Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #167 von
kpev
, 14.02.2022 12:58
#167 von
kpev
, 14.02.2022 12:58
Hallo Frank,
stimmt, die Trennung kann eigentlich bleiben wie sie ist, da man die Herzstückspitzen ja sauber einschieben kann und alle Schienen nicht nur in echt sondern auch im Modell unterbrochen und isoliert sein müssen. Die Trennung würde nur Sinn machen, wenn man in die Schienenverbinder die Isolierung mit eindrucken würde... auch eine Idee (V11)...
Dann müssten für V10 nur noch die Schienenfüße weg auf 3 mm bei allen schief laufenden Schienen im Mittelteil und bei den geraden Schienen nur auf einer Seite. Dann bleibt nur noch das Problem der geknickten Schiene im Mittelteil. Die muss dann wohl aus zwei Stücken bestehen. Die hätte ich ja auch bei der EKW 1:7 und der K 1:7 so gerne aus einem Stück gemacht, so wie die Schiene mit den beiden Zungen bei der EKW 1:7. Egal. Jetzt muss ich erstmal mit der "Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke" weitermachen. Ich liebe diese griffige, prägnante und kurze Bezeichnung.
Vielen Dank!
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #168 von
der Wedeler
, 14.02.2022 13:08
#168 von
der Wedeler
, 14.02.2022 13:08
Yeah, Frank,
geniale Lösung, nach einigem Nachdenken habe ich es auch verstanden. Dazu muss nur das Laschensegment mit beiden Langschwellen vom Rest getrennt sein. Die äußeren Backenschienen könen durchlaufen und halten alles zusammen!
Zitat von kpev im Beitrag #163
Fast jeder Kuhglocken-Bahnhof hatte damals so ein Teil. Und eine Doppelweiche.
Genau, wie ich in Feudingen beim Durchblättern der Streckenbänder für die Strecke Erndtebrück - Altenhundem feststellen konnte: Bf Heinsberg mit drei durchgehenden Gleisen und je einer Doppelweiche an den Enden. Fertig ist die Laube!
Viele Grüße
Heiko
Mein MoBa-Projekt: Erndtebrück Epoche IV
- der Wedeler
- InterRegioExpress (IRE)
-
Beiträge: 355 Registriert am: 22.08.2019 Ort: Wedel (Holstein) Gleise Weinert Mein Gleis, Roco Line Spurweite H0 Steuerung Rocrail, Fichtelbahn Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #169 von
kpev
, 15.02.2022 11:09
#169 von
kpev
, 15.02.2022 11:09
Liebe Stummis,
und weiter geht es mit dem preußischen Gleissystem 1:7 auf Schienen 6d. Heute ist die "Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke" dran. Die erste Version wird der Klassiker sein, zwei Weichen und eine Kreuzung. Und so sieht das im Planungsbogen aus. Hinten oben hänge ich noch je ein Gleisjoch 6e in 12 m und 18 m dran, hinten unten kommen alle Teile dran, die ich vom Oberbau 15c habe drucken lassen und vorne alte 6d Gleisjoche in 12 m (sofern ich die noch finde). Das grüne Teil in der Mitte ist das Langschwellen-Teil.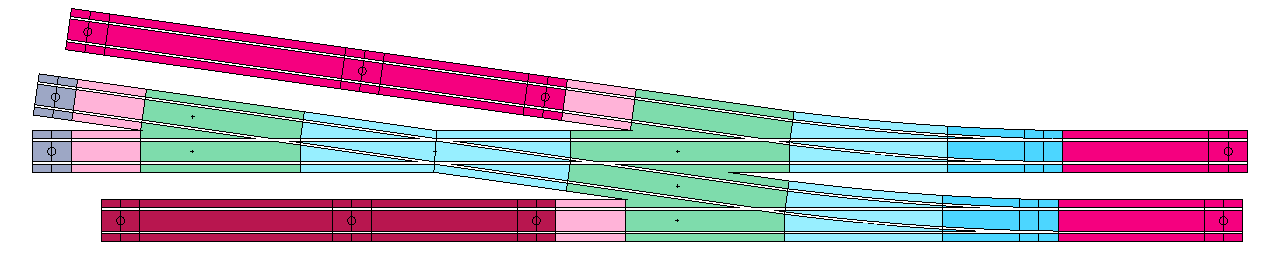
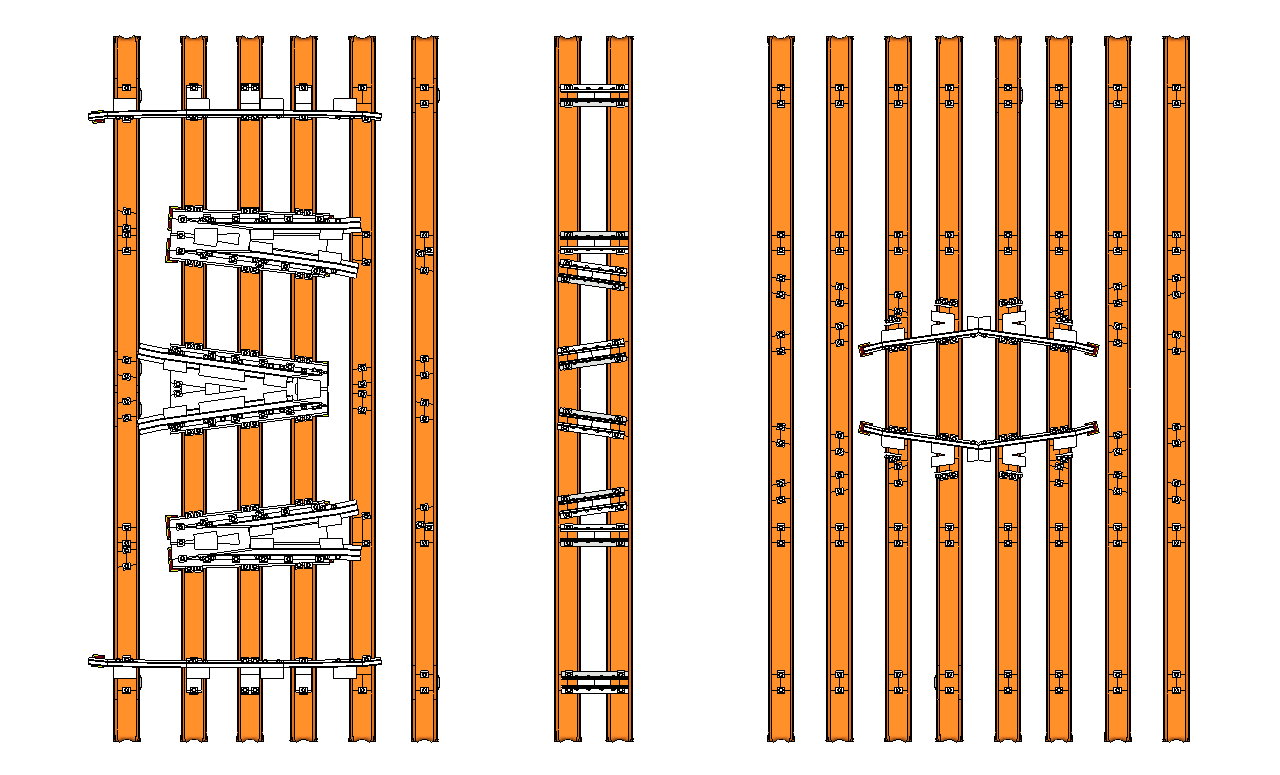
In sketchup 3D sieht das komplette Teil so aus. In hellgrün wieder die universellen vier Kurzschwellen am Stück. Zwischen diesen sitzt ein normales kurzes Herzstück an das die Kreuzung K 1:7 kommt. Am anderen Ende des zentralen Teils in dunkelgrün mit den Schwellen die abwechselnd über 5 und dann 3 Schienen gehen sitzen zwei spezielle Herzstückteile mit gleich langen letzten Schwellen. Das ist später im Musterblatt gut zu sehen.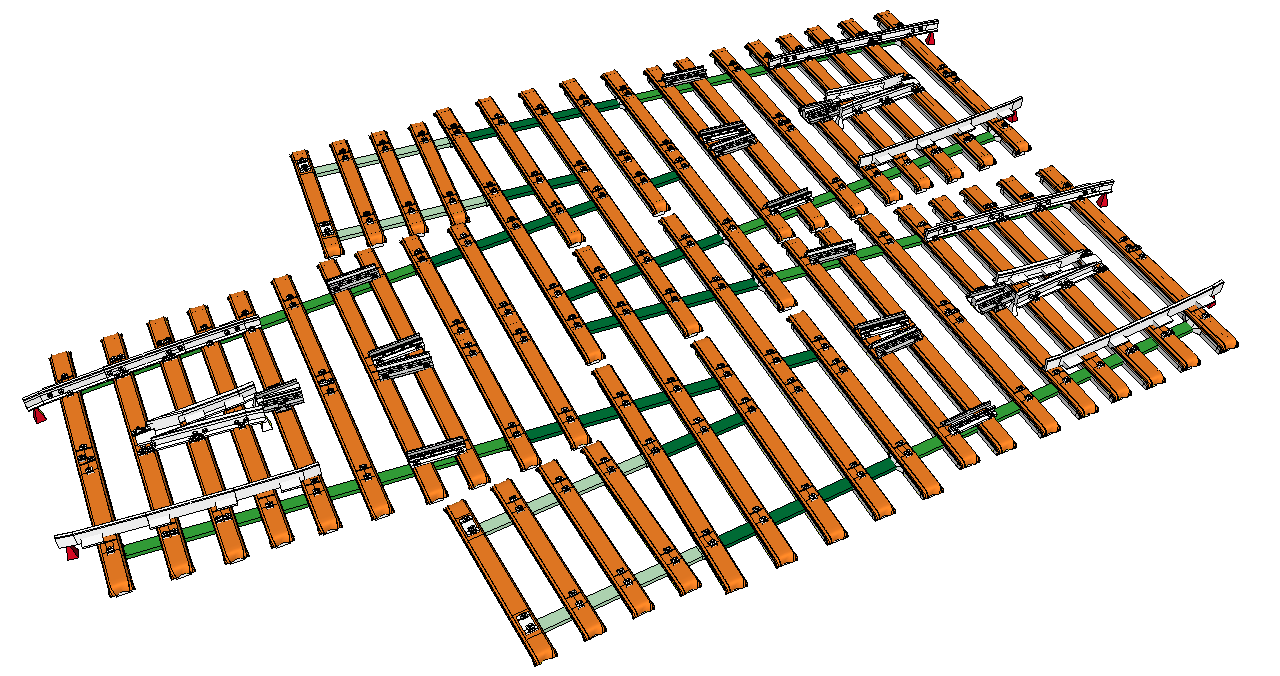
Und so sehen die Teile von oben aus mit den entsprechenden Teiltrennungen. Eventuell passe ich das Mittelteil noch einmal an. Ich habe mich für 5 Paare Schwellen über 3 und 5 Schienen entschieden, wie bei allen Musterblättern vorhanden, die mir zu diesen Abzweigungen vorliegen. Es wäre aber durchaus denkbar, dass man wie bei der einfachen Gleiseverbindung analog nur 3 solche Pärchen setzt und wie in der Mitte die anderen 2 ebenfalls durch verkürzte Schwellen über 4 Schienen ersetzt. Die Schwellen sind ja schon vorhanden am Kurzherzstück der Kreuzung. Da ich kein Musterblatt für 1:7 habe, ist diese Fragestellung aber eher akademisch.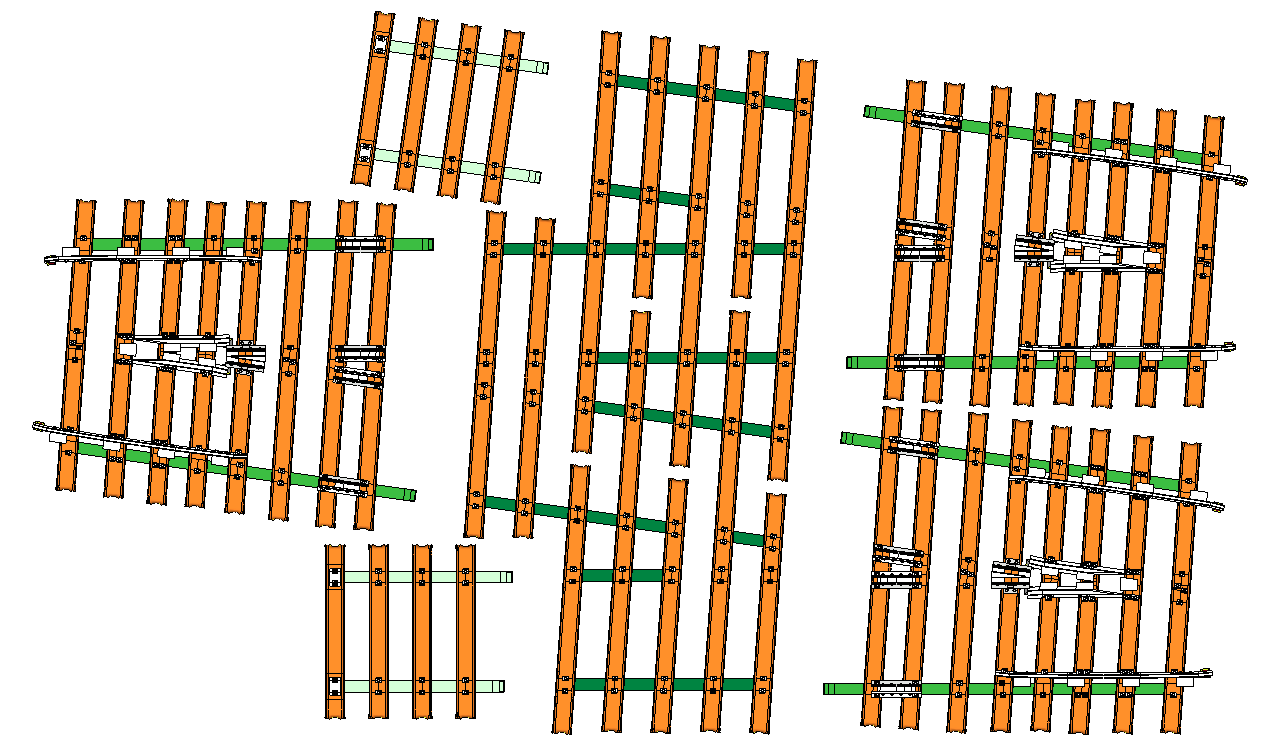
Und hier noch ein wenig graue Theorie. Als Beispiel hier das Musterblatt 119 der Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke bei 4,5m Gleisentfernung. Ich habe die Schwellen mal eingefärbt, damit man das in dieser Schwellenorgie besser erkennt. Das Bild lässt sich auch vergrößern auf 3740 Pixel Breite. Die 3+5 Schienen Schwellenpaare mit den Nummern 488 R bis 497 R sind leicht grün eingefärbt. Warum sich die sparsamen Preußen auch bei dieser quasi symmetrischen Gleisfigur noch R und L Versionen gegönnt haben, keine Ahnung. Sinn macht es nicht.
Die darauf zulaufenden gleichlangen Herzstückschwellen – bei Neigung 1:10 sind es 6 Stück – sind in hellblau eingefärbt. Sie haben auch eigene Nummern bekommen, aber keine vogelwilden Zahlen die niemand ohne Plan zuordnen kann, sondern die Nummern der normalen Schwellen des 1:10 Herzstücks, nur mit dem Buchstaben a angehängt, also 47a bis 52a. Beim Herzstück der Abzweigung 1:10 sind alle diese Schwellen 4,40 m lang, bei der frei liegenden EW 1:10 oder K 1:10 wären dieses Schwellen länger, nämlich 47 = 4,50 m, 48 = 4,50 m, 49 = 4,60 m, 50 = 4,60 m, 51 = 4,70 m und 52 = 4,70 m.
Warum eine einzige Schwelle der Kreuzung mit "47 b" statt "47 a" bezeichnet ist, bleibt ein Rätsel, bzw. erscheint aufgrund der rechts und links angebrachten Beschriftung ein Fehler zu sein, denn statt der Weichen steht ganz links, dass man auch Kreuzungen anschließen kann. Von der Länge und den Lochungen muss sie völlig identisch mit 47a der beiden anderen Herzstücketeile sein. Da die Neigung hier 1:10 ist, braucht man natürlich viel mehr gekürzte Herzstückschwellen als bei meiner 1:7 Version.
Viele Grüße
Wolfgang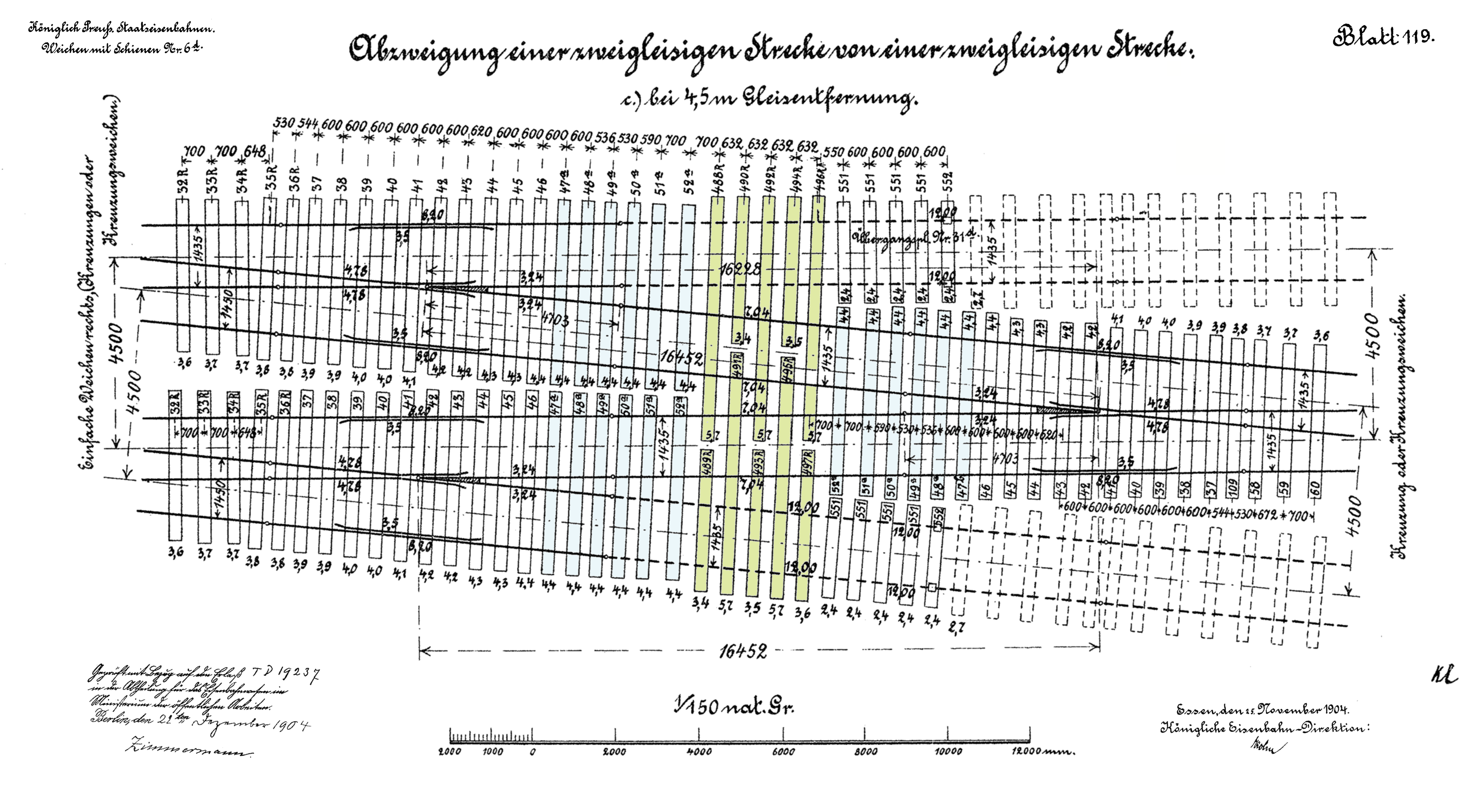
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #170 von
kpev
, 16.02.2022 13:18
#170 von
kpev
, 16.02.2022 13:18
Liebe Stummis,
die Teile sehen wieder sehr gut aus und die neuen Verbinder sind einfach ein Traum. Wackelt null und lässt sich doch so leicht lösen. Immer wieder faszinierend, welche kleinen Veränderungen zu großen Verbesserungen führen. Die Teile müssen aber noch warten auf passende Schienenstücke aus der Fräse. Morgen hoffentlich dann die Aufbauanleitung für die "Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke" in der klassischen Form mit zwei EW 1:7 und einer K 1:7.
Zitat von kpev im Beitrag #169
Eventuell passe ich das Mittelteil noch einmal an. Ich habe mich für 5 Paare Schwellen über 3 und 5 Schienen entschieden, wie bei allen Musterblättern vorhanden, die mir zu diesen Abzweigungen vorliegen. Es wäre aber durchaus denkbar, dass man wie bei der einfachen Gleiseverbindung analog nur 3 solche Pärchen setzt und wie in der Mitte die anderen 2 ebenfalls durch verkürzte Schwellen über 4 Schienen ersetzt. Die Schwellen sind ja schon vorhanden am Kurzherzstück der Kreuzung.
Die von mir gestern skizzierte zweite Variante mit nur drei 3+5 Schwellenpaaren werde ich noch machen. Will ich einfach in echt mal sehen. Man würde dort die Verkürzung der Herzstückschwellen deutlich besser sehen, weil an der letzten Schwelle außen dann wirklich nicht mehr viel übersteht.
Viele Grüße
Wolfgang
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 16.02.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #171 von
kpev
, 17.02.2022 13:14
#171 von
kpev
, 17.02.2022 13:14
Liebe Stummis,
dann werde ich jetzt mal in einer Bilderfolge zeigen, wie man dieses große Stück zusammenhängendes Gleis zu einer "Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke" zusammensetzen kann. Auch in diesem Beitrag lassen sich alle Bilder auf 4032 Pixel Breite vergrößern. Reihenfolge ist nicht ganz unwichtig. Zuerst beide Weichen an Langschwellenteil geht nicht. Hab ich natürlich zuerst probiert... Daher die Anleitung. Die ist auch für mich zum Nachschauen.
Zuerst muss man also die Kreuzung vorbereiten. Dazu die langen Schienen auf einer Seite abziehen und das lange Herzstück abnehmen. Die Herzstückschienen umsetzen ins kurze Herzstück und die langen Schienen nur soweit wie im Bild einschieben.
Dann das Herzstück mit den beiden Flügelschienenbruchstücken in den Laschen einfädeln, das Herzstück einklicken und die langen Schienen bis zum Zentrum der Kreuzung einfädeln. Die vier Schienenstücke ins Langschwellenteil einfädeln.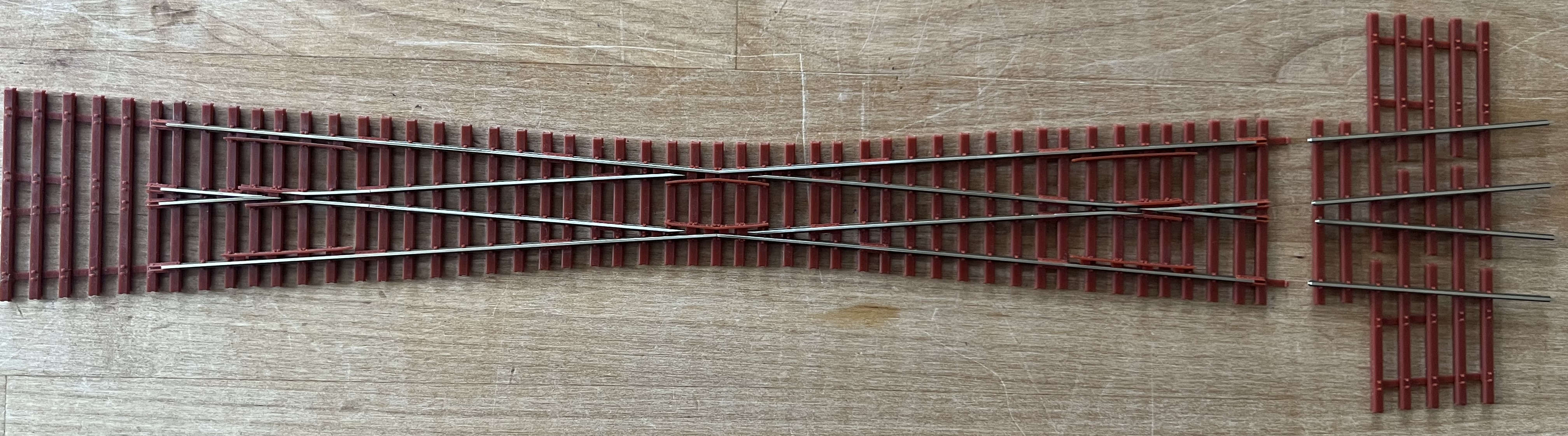
Das Langschwellenteil in die Nasen einlegen und die vier Schienen in die Laschen einschieben.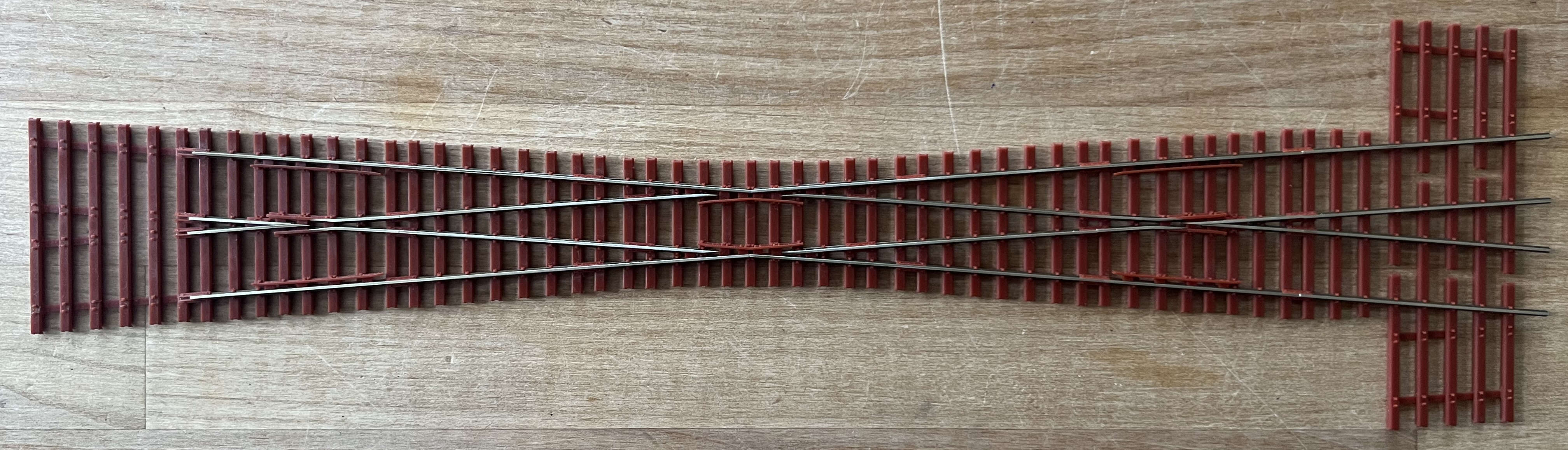
Beide Weichen vorbereiten. Backenschienen zurückziehen und langes Herzstück abnehmen. Alle vier Herzstückschienen vom langen ins kurze Herzstückteil umsetzen.
Dann das Herzstück mit den beiden Flügelschienenbruchstücken in den Laschen einfädeln und das Herzstück einklicken. Die Backenschienen können hier schon in Position geschoben werden, aber dann ist das Weichenende nicht ganz so flexibel zum Einklicken des Langschwellenteils.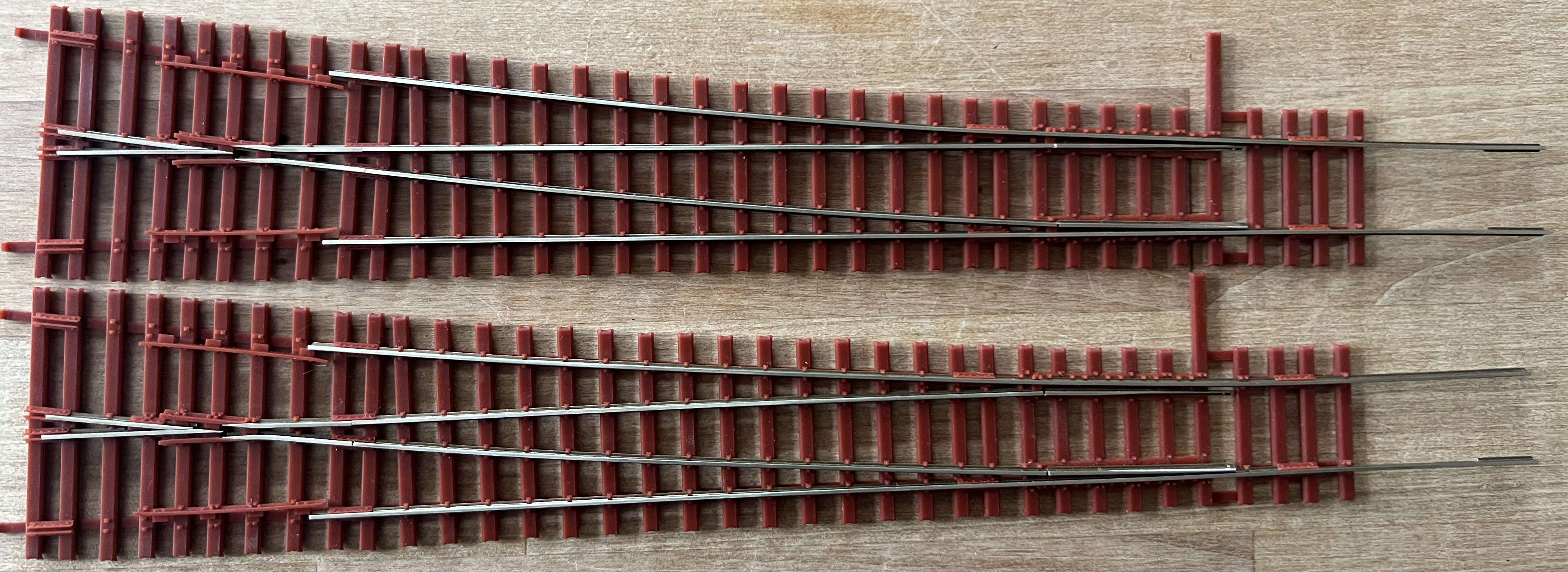
Beide Weichen passend zu den je zwei Schienen des Langschwellenteils ausrichten, zusammenschieben, außen einklicken und innen nur bis zum Anschlag der Haltenase zusammenschieben.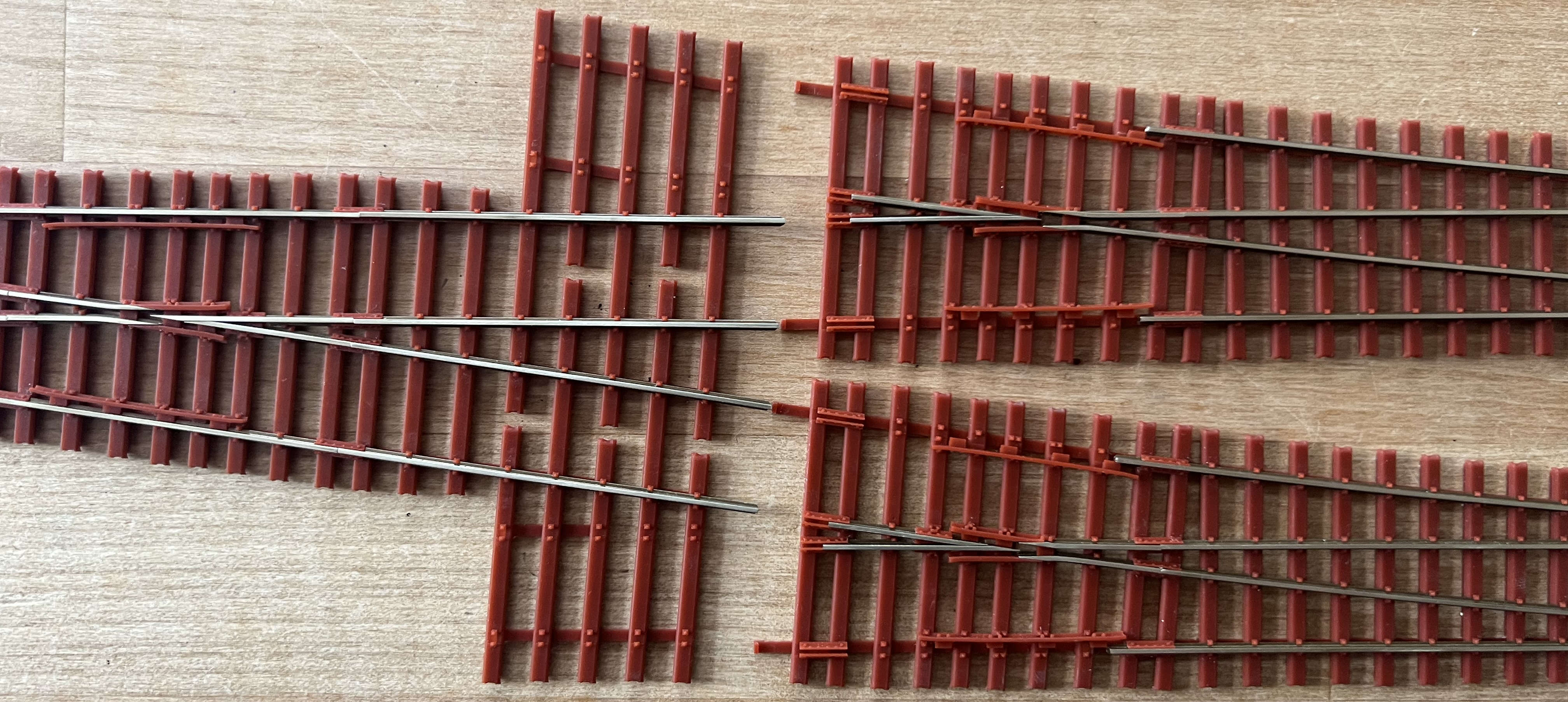
Mit Schienenprofil die inneren Nasen heben und beide Weichen auch innen an das Langschwellenteil anbinden. Das Prinzip ist genau beschrieben in Post 148 beschrieben.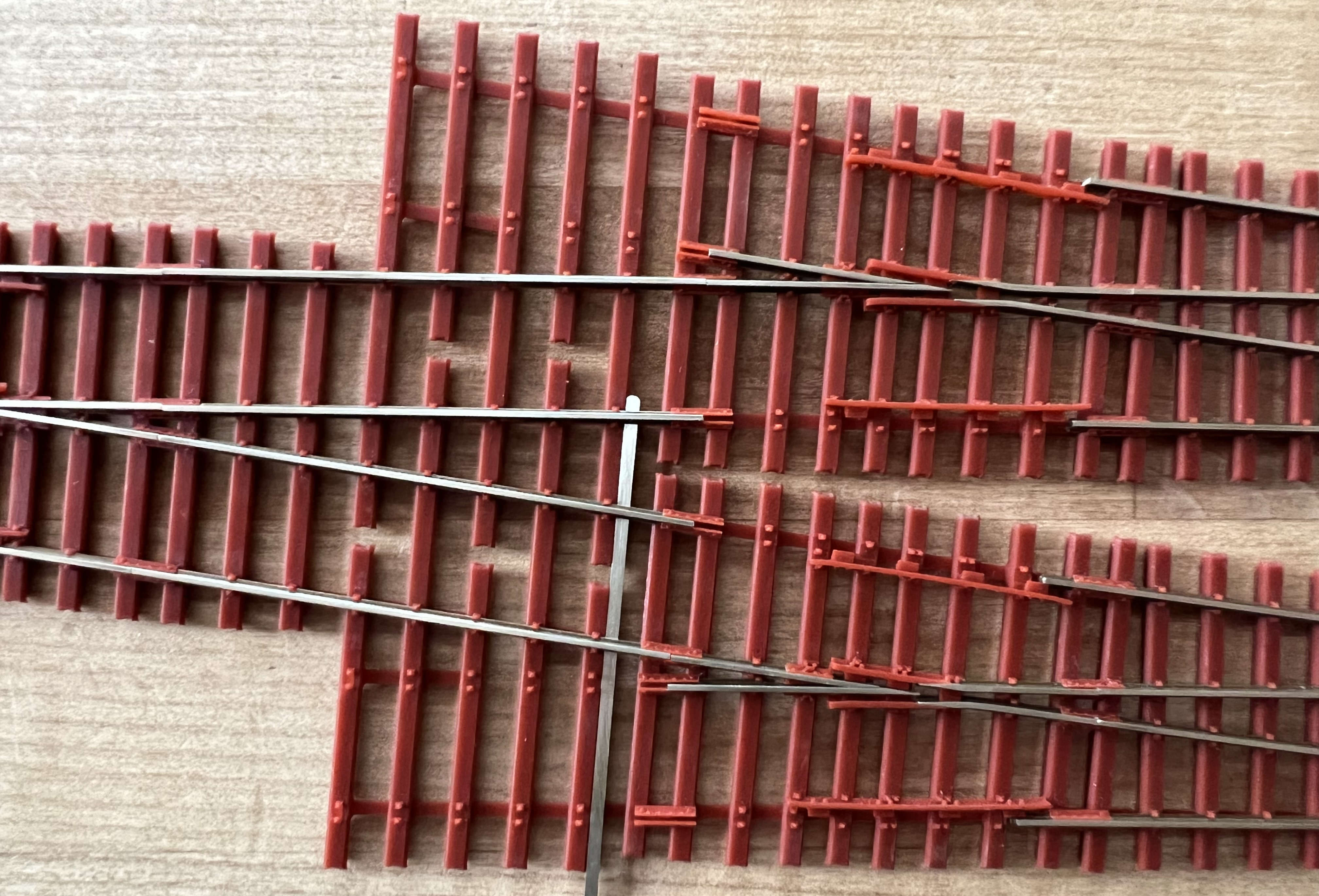
Jetzt erst die Backenschienen der Weichen in Position schieben.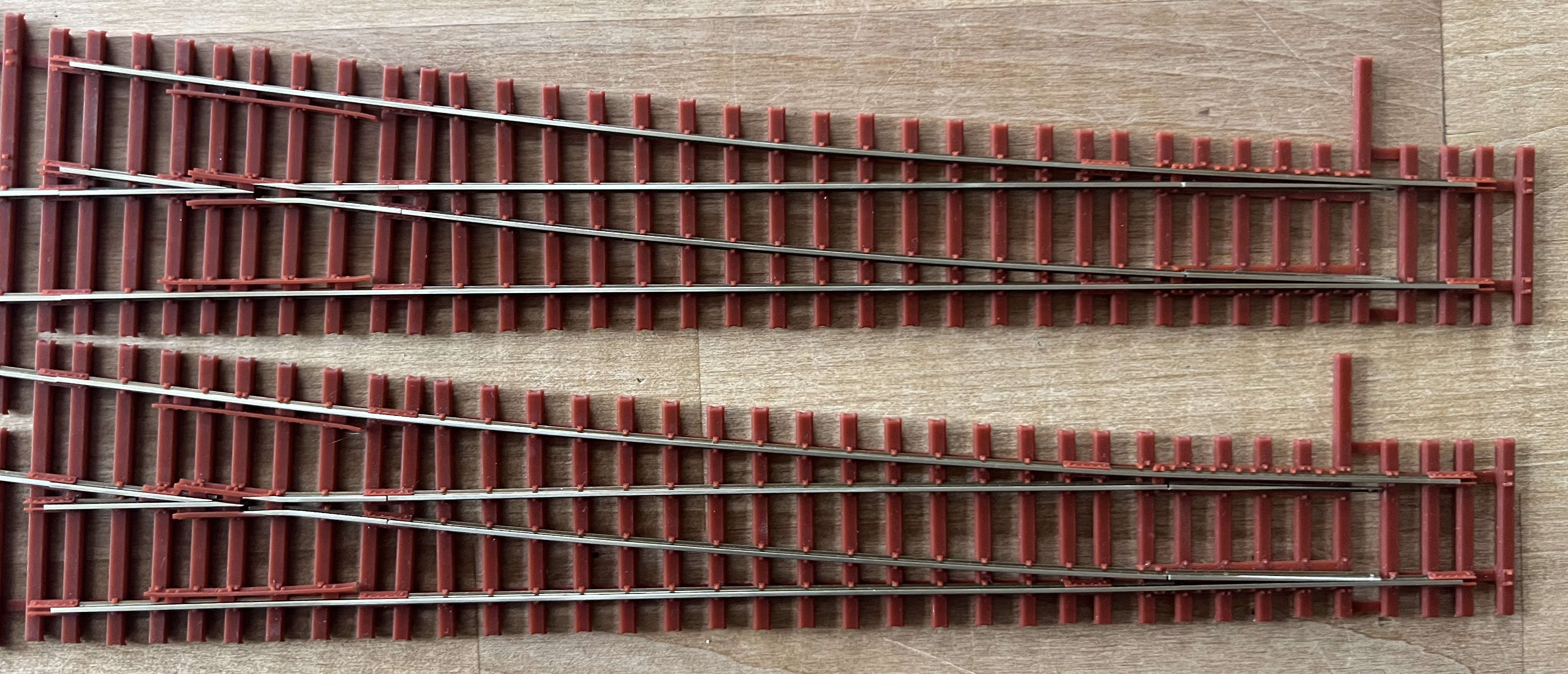
Schienenstück mit den letzten vier kurzen Weichenschwellen mit dem Anschlussstück verbinden und Schienen so wie gezeigt positionieren. Gilt auch für die Kreuzung.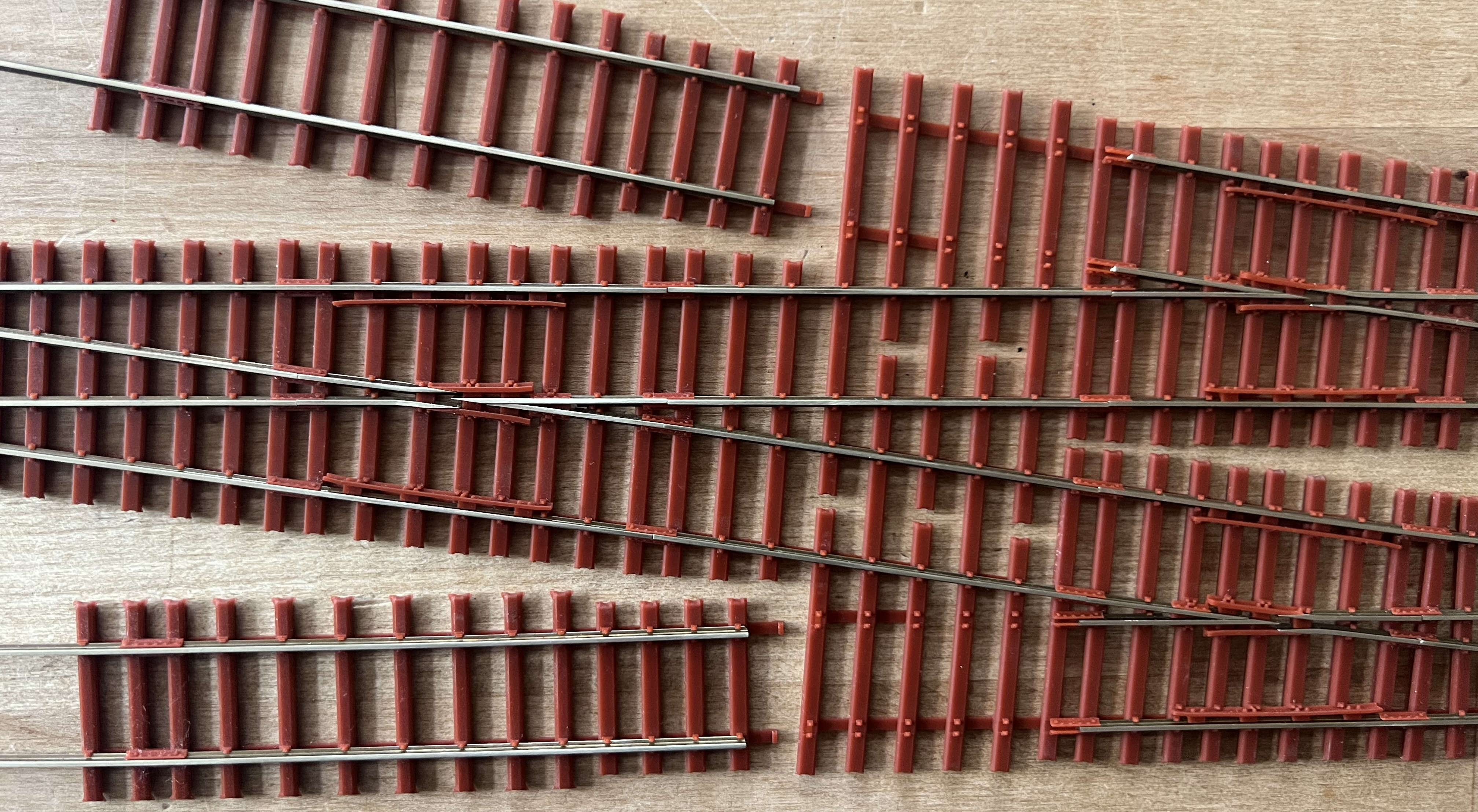
12m Gleisjoche mit den beiden Weichen verbinden und Schienen bis zum Verbinder schieben. Gilt auch für die Kreuzung. So baut man dann Joch für Joch, oder auf freier Strecke eben mehrere Joche am Stück immer weiter an. Fast Minigleisbau wie in echt!
So ein Langschwellenteil habe ich auch bei Weichen-Walter auf der Webseite bisher noch nicht gefunden, weil es wohl einfach noch keiner bestellt hat. Vielleicht gab es diese Form der Abzweigung zu Reichsbahnzeiten auch nicht mehr? Eventuell weiß Bernd dazu mehr oder hat sogar ein Musterblatt?
Das einzige mir bekannte Langschwellenteil mit einigen Schwellen in 3+5 Teilung habe ich bisher bei Thomas (Rheingold1928) gesehen im Thread Roco Line und Profigleis..Das Ende ist da....., dort in einer Doppelten Gleiseverbindung. Bernd (Weichen-Bernd) hat dazu das Musterblatt hier in Post 52 ja bereits gezeigt. Dort sind die 3+5 Pärchen super zu sehen. Sofern jemand so etwas auf seiner Anlage hat oder weiß wo es sowas im Modell gibt, bitte hier mit Bild zeigen.
Viele Grüße
Wolfgang
Zitat von Weichen-Bernd im Beitrag #52
Regelzeichnungen zu den Gleisverbindungen mit Reichsbahnweichen, Neigung 1:9 und 4,5 m Gleisabstand. Zuerst Kreuzung mit anschließenden Weichen und doppelte Gleisverbindung:
Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #172 von
kpev
, 18.02.2022 17:12
#172 von
kpev
, 18.02.2022 17:12
Liebe Stummis,
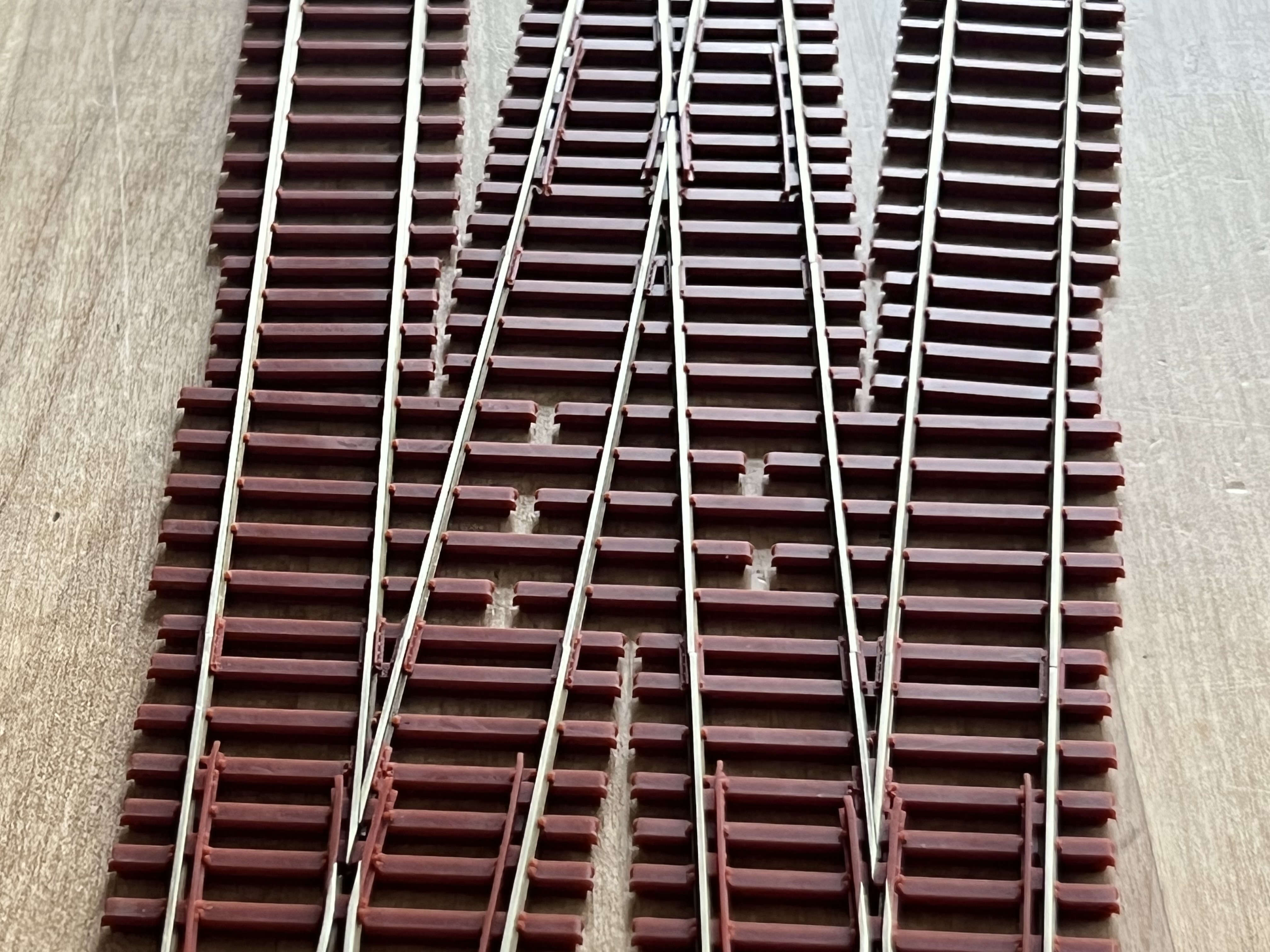
hier noch ein paar schöne Bilder von der "Abzweigung einer zweigleisigen Strecke von einer zweigleisigen Strecke" die man natürlich auch mit anderen Elementen zusammensetzen kann. Das werde ich dann die nächsten Tage probieren und hier dokumentieren.
Und nebenbei überlegen, wie ich Heikos Drehscheibenabgänge 1:9 zeichne. Und dann wird noch an den geknickten Schienen der K 1:7 und EKW 1:7 gearbeitet, die ich gerne in einem Stück einbauen würde. Und am Herzstück 1:7 gibt es noch einige Details zu verbessern. Bis zum Ende der Modellbahnsaison wird hier noch einiges los sein, bevor ich wieder nach Tschechien verschwinde und am Dachboden weiterarbeite. Irgendwo muss die Anlage mit den Gleisen ja hin...
Auch in diesem Beitrag lassen sich alle Bilder auf 4032 Pixel Breite vergrößern.
Wer sich jetzt fragt, was ich alles für diese Bilder fräsen musste: Nichts. Die Teile passen so gut, alle vorhandenen gefrästen Schienen lassen sich wieder verwerten. Ich musste nur in der Mitte zwei 68,5 mm lange Schienen wirklich neu machen. Die anderen zwei Schienen 68,5 mm stammen von der einfachen Gleiseverbindung.
Viele Grüße
Wolfgang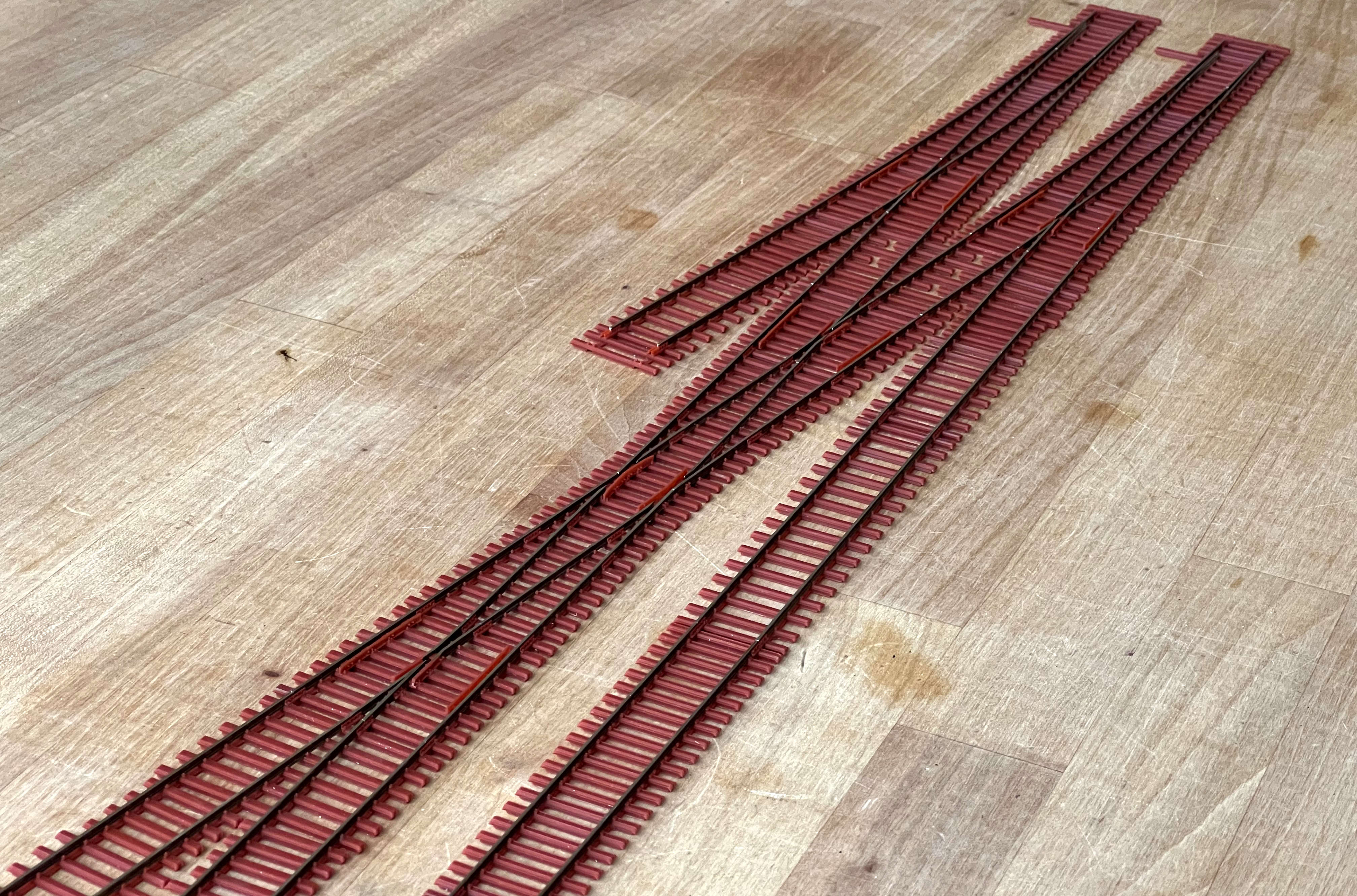

Preußische Gleiswüste in Epoche I: Preußischer Oberbau aus dem 3D Drucker
Preußische Gleiswüste in Epoche I: Planung
- kpev
- InterCity (IC)
-
Beiträge: 851 Registriert am: 26.09.2020 Ort: Litomerice Spurweite H0 Stromart DC, Digital
zuletzt bearbeitet 26.10.2022 | Top
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #173 von
Frank1969
, 18.02.2022 20:34
#173 von
Frank1969
, 18.02.2022 20:34
Hallo Wolfgang,
das sieht mal wieder unglaublich gut aus! Dein Thread entwickelt sich inzwischen zu einem sehr schönen Gleisbaunachschlagewerk.
Zitat von kpev im Beitrag #172
bevor ich wieder nach Tschechien verschwinde und am Dachboden weiterarbeite. Irgendwo muss die Anlage mit den Gleisen ja hin...
Das hört sich gut an! Man hat zwar die Schrägen, aber meistens viel mehr Länge als in einem „herkömmlichen“ Mobaraum im Keller.
Viele Grüße
Frank
Die Werrabahn - Bahnhof Grimmenthal:
viewtopic.php?f=15&t=161322&p=1860574#top
- Frank1969
- EuroCity (EC)
-
Beiträge: 1.034 Registriert am: 24.04.2017 Ort: Hamburg Gleise Selbstbau, Roco, Tillig Spurweite H0 Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #174 von
der Wedeler
, 18.02.2022 20:39
#174 von
der Wedeler
, 18.02.2022 20:39
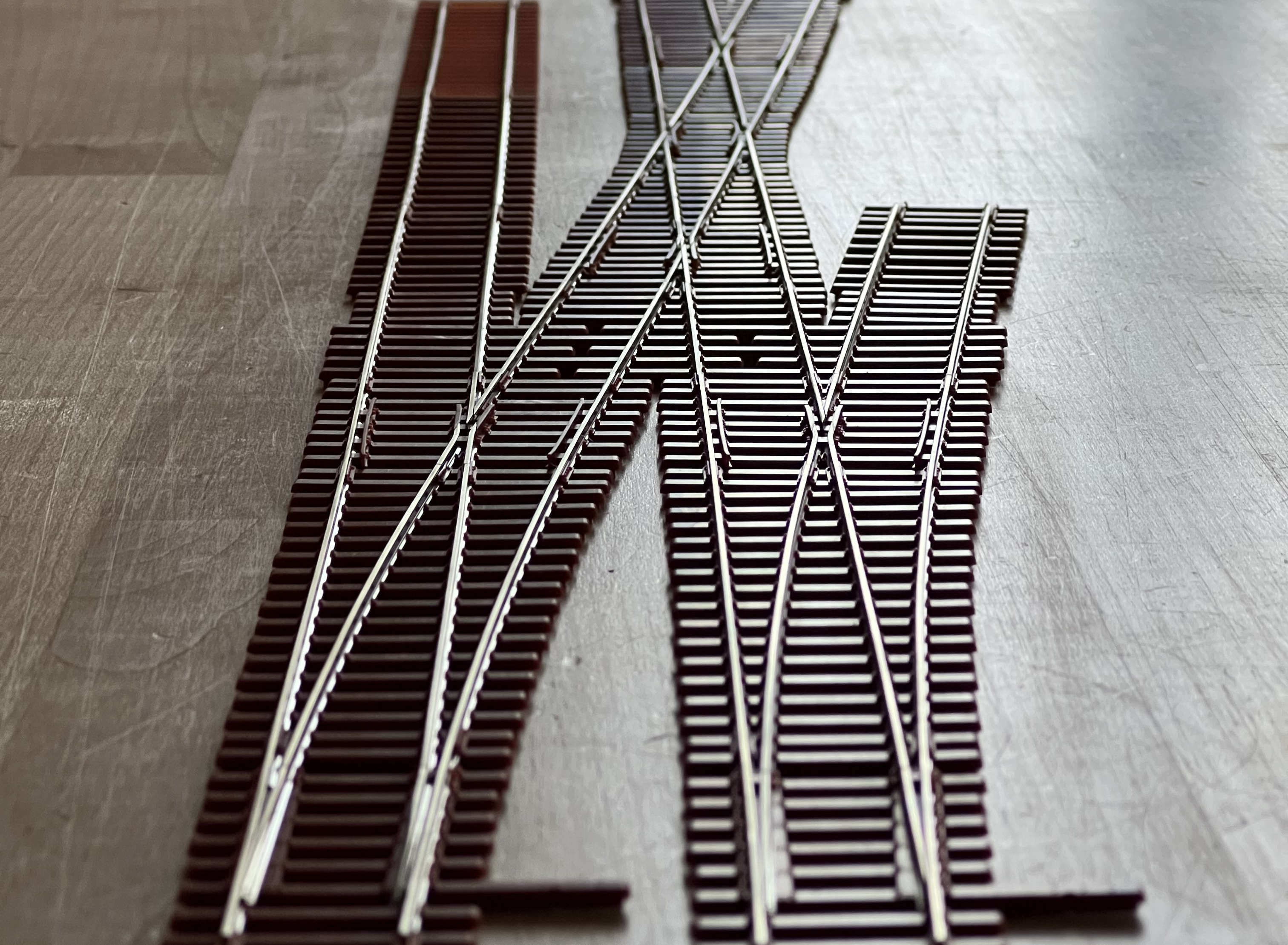
Hallo Wolfgang,
Oberbau in Bestform, das kann man gar nicht aufhören zu wiederholen! Insbesondere die "Gegenlichtaufnahmen" lassen die Schönheit von Gleisen und Weichen, die auch im Modell vorhanden sein kann, besonders gut zur Geltung kommen. So etwas auf einer Anlage zu sehen wird ein absolutes und seltenes Highlight! ... wenn es dann mal soweit ist .... 
Viele Grüße
Heiko
Mein MoBa-Projekt: Erndtebrück Epoche IV
- der Wedeler
- InterRegioExpress (IRE)
-
Beiträge: 355 Registriert am: 22.08.2019 Ort: Wedel (Holstein) Gleise Weinert Mein Gleis, Roco Line Spurweite H0 Steuerung Rocrail, Fichtelbahn Stromart DC, Digital
RE: Preußische Gleiswüste in Epoche I - Teil 1: Weichen und Gleiseverbindungen der KPEV
![]() #175 von
Stader Gleisbauer
, 20.02.2022 17:12
#175 von
Stader Gleisbauer
, 20.02.2022 17:12
Moin Wolfgang,
ich habe spaßeshalber mal ein Fotoeiner Zeichnung gemacht, sind die so verwendbar für Dich? Sonst wird das echt aufwendig die zu digitalisieren...
Christoph
- Stader Gleisbauer
- InterRegio (IR)
-
Beiträge: 206 Registriert am: 05.12.2015 Ort: Stade Spurweite H0, H0e Stromart DC, Digital

-
- Ähnliche Themen
- Antworten
- Zugriffe
- Letzter Beitrag
-
- 3-D Modelle im N Massstab – Epoche 0 & I – Newman Miniatures
Erstellt im Forum Kleine Spuren (Spur TT, N, Z) von Salfred - 0
- 480
- Letzter Beitrag von
Salfred

21.09.2023
- 3-D Modelle im N Massstab – Epoche 0 & I – Newman Miniatures
-
- Anschlussbahnhof einer nicht-elektrifizierten Nebenbahn in Epoche 3 mit schlanken Weichen (ON HOLD)
Erstellt im Forum Anlagenplanung von - 89
- 10468
- Letzter Beitrag von
Brumfda
12.01.2024
- Anschlussbahnhof einer nicht-elektrifizierten Nebenbahn in Epoche 3 mit schlanken Weichen (ON HOLD)
-
- Roco Weichen polarisieren (digital)
Erstellt im Forum Digital von - 4
- 2250
- Letzter Beitrag von
UP4001
05.04.2020
- Roco Weichen polarisieren (digital)
-
- Fahranlage Mainbach ab Epoche 4 - Geländeformen
Erstellt im Forum Meine Anlage von - 12
- 5048
- Letzter Beitrag von
Kamome-express
04.09.2015
- Fahranlage Mainbach ab Epoche 4 - Geländeformen
-
- Anlagenplanung Epoche VI
Erstellt im Forum Anlagenplanung von - 1
- 1245
- Letzter Beitrag von
luk009
14.12.2013
- Anlagenplanung Epoche VI
-
- Märklin ICE 29200 richtige Weiche für C-Gleis gesucht!
Erstellt im Forum Anfängerfragen von - 24
- 5412
- Letzter Beitrag von
Herzje4712
13.11.2012
- Märklin ICE 29200 richtige Weiche für C-Gleis gesucht!
-
- N: Bausätze/FM DRG,preussisch & bayer. Weichen/Gleise
Erstellt im Forum Kleine Spuren (Spur TT, N, Z) von - 1
- 2381
- Letzter Beitrag von
Dirk Wenzel
28.12.2010
- N: Bausätze/FM DRG,preussisch & bayer. Weichen/Gleise
-
- Meine neu gekauften Wagen entgleisen auf K-Weichen/Gleisen
Erstellt im Forum Spur H0 von - 26
- 7248
- Letzter Beitrag von
epoche-4-bahner
09.04.2008
- Meine neu gekauften Wagen entgleisen auf K-Weichen/Gleisen
-
- M-Gleise / Anfängerfragen
Erstellt im Forum Elektrik und Elektronik von - 18
- 5882
- Letzter Beitrag von
Christian Lütgens
27.01.2006
- M-Gleise / Anfängerfragen
